
Fターム[4E024DD08]の内容
Fターム[4E024DD08]に分類される特許
1 - 7 / 7
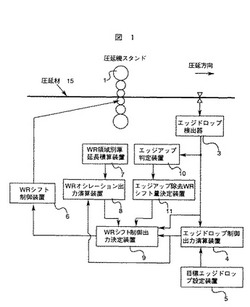
圧延制御方法及び圧延制御装置
【課題】
従来は、エッジドロップ品質と、板端部によるロールヘの傷つきによる、板表面へのロールマークの防止を両立させた圧延は困難であった。
【解決手段】
WRを幅方向にいくつかの仮想領域に区切り、板端部がその位置にあった圧延長さを積算し、エッジドロップが許容値を超えないWRシフト領域内で、上記積算値がある値を超えた領域を使用しないようにWRのシフト位置を決定する。
【効果】
エッジドロップ品質と、板表面品質の両者を達成することが出来る。更にロール自体の寿命を長くすることが出来るので、ロールにかかるコスト削減,ロール交換のための時間削減による生産量増加が可能となる。
(もっと読む)
冷間圧延におけるエッジドロップの検出・制御方法及び装置

【課題】安価なγ線厚さ計を用いた走査型のプロフィール計により高精度なエッジドロップ制御を行う。
【解決手段】γ線源を用いた固定型及び走査型の板厚測定器を冷間圧延機列6の入側に配置し、固定型板厚測定器2はストリップ1中央部の厚さを測定し、一方、走査型板厚測定器3はストリップ1の板幅方向に機械的に走査することによって測定される幅方向の板厚プロフィールを用いてワークロール7のシフト位置を変更するエッジドロップのフィードフォワード制御を行うに際し、γ線厚さ計の精度が保証されない板幅端部の板厚プロフィールに、板幅端部より内側のγ線厚さ計測定値を用いて推定した板厚プロフィールを使用する。
(もっと読む)
形状制御装置、及び形状制御方法
【課題】圧延速度が遅い場合でも摩擦抵抗に依存されることなく第1中間ロールを適正な位置にシフトさせAS−Uロールの撓み量に余裕を持たせて高精度な形状制御を行う。
【解決手段】形状制御装置2は、AS−Uロール11の撓み量と第1中間ロール13のシフト位置を制御し、ワークロール14への押圧力を制御しながら被圧延材15を形状制御する。このとき、第1中間ロール位置補正装置3が、被圧延材の形状実績、圧延速度、AS−Uロール11の撓み量、及び第1中間ロール13のシフト位置に基づいて第1中間ロール13のシフト位置を補正している。これによって、AS−Uロール11の撓み量が制限値に達しても第1中間ロール13が適正なシフト位置で形状制御を行うことができる。また、第1中間ロール位置設定装置4が過去の圧延実績データを保持して、その圧延実績データに基づいて第2のロールのテーパ位置を所望の位置に設定する。
(もっと読む)
多段式圧延機及び多段式圧延機の制御方法
【課題】エッジドロップ制御と形状制御の双方の機能を備えた多段式圧延機及び多段式圧延機の制御方法を提供する。
【解決手段】ワークロール11a,11bに第一中間ロール12a,12bを備えた多段式圧延機Rにおいて、第一中間ロール12a,12bの一方の端部には形状制御用として比較的緩やかな先細りのテーパーを形成させ、他方の端部にはエッジドロップ制御用として比較的急峻な先細りテーパーを形成させ、これら第一中間ロール12a,12bを上下でそれぞれのテーパーが互い違いになるよう配置し、更に軸方向にシフトできるようにしておく。そして、エッジドロップ制御に対しては、圧延開始前、エッジドロップ制御用のテーパーが被圧延材1板端の位置に来るように第一中間ロール12a,12bをシフトさせ、形状制御に対しては、同じく圧延開始前、形状制御用のテーパーが板端の位置に来るように第一中間ロール12a,12bをシフトする。
(もっと読む)
圧延制御方法及び圧延制御装置
【課題】
従来は、エッジドロップ品質と、板端部によるロールヘの傷つきによる、板表面へのロールマークの防止を両立させた圧延は困難であった。
【解決手段】
WRを幅方向にいくつかの仮想領域に区切り、板端部がその位置にあった圧延長さを積算し、エッジドロップが許容値を超えないWRシフト領域内で、上記積算値がある値を超えた領域を使用しないようにWRのシフト位置を決定する。
【効果】
エッジドロップ品質と、板表面品質の両者を達成することが出来る。更にロール自体の寿命を長くすることが出来るので、ロールにかかるコスト削減,ロール交換のための時間削減による生産量増加が可能となる。
(もっと読む)
圧延制御方法及び圧延制御装置
【課題】
ロールシフトによる表面欠陥を抑制しながら、高精度のエッジドロップ制御を実施する。
【解決手段】
6段圧延機において、作業ロールシフトと中間ロールシフトによるエッジドロップ制御を組合せ、高精度のエッジドロップ制御を実施する。また、作業ロールの圧延中シフトオシレーションと、中間ロールシフトによるエッジドロップ制御を行う。さらにエッジドロップ量が、中間ロールシフトによるエッジドロップ制御にて制御しきれない場合は、作業ロールシフトによりエッジドロップ制御を実施する。
【効果】
本方式を用いることにより、被圧延材の表面欠陥の発生を極力抑制しつつ、エッジドロップ偏差を最小化する制御を実施することが可能となる。
(もっと読む)
圧延制御装置,圧延制御方法及び圧延装置
【課題】
上下ロールのシフト位置の差によって上下ロールのシフトを制限しただけでは入側板厚の板幅方向分布や、圧延スケジュールの変化に対応できず、エッジドロップ制御精度が悪化する問題があった。
【解決手段】
上下ロールを軸線方向にシフトしてエッジドロップ制御を行うにあたり、圧延機の駆動側および操作側の圧延状態の差を検出し、差が大きい場合は非対称性が大きいと判断して上下ロールのシフト動作を制限する。具体的には圧延機の駆動側と操作側の圧延状態の差を検出可能な、差荷重または差張力またはその両方を用いて、上下ロールのシフト動作に制限をかける。
【効果】
本発明を用いることにより、板の蛇行や破断を最小限に抑えつつ上下ロールを最大限に動作させエッジドロップ制御を行うため制御効果を高めることが可能となる。
(もっと読む)
1 - 7 / 7
[ Back to top ]