
Fターム[4E024DD16]の内容
Fターム[4E024DD16]に分類される特許
1 - 3 / 3
成品の板厚をリアルタイムに検出する方法
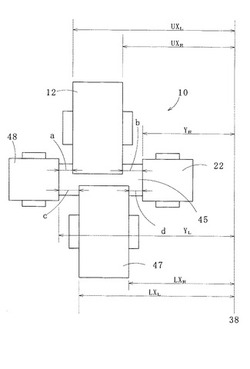
【課題】上下の水平ロールと左右の竪ロールとの隙間で圧延される成品の板厚を圧延中にリアルタイムに検出する。
【解決手段】上下の水平ロール12、47と左右の竪ロール48、22との隙間で材料45を圧延するユニバーサル圧延機10で、上下の水平ロール12、47の水平軸方向位置と、左右の竪ロール22、48の圧下方向位置をそれぞれ地上に設定した基準点38に対して測定して成品の板厚をリアルタイムに検出する方法であって、基準点38からの左右の竪ロール22、48の圧下方向位置は、竪ロールチョック21内に設置された第1の位置検出手段によって測定した竪ロール22の竪ロールチョック21に対する第1の位置出力と、基準点38から所定位置に設置した第2の位置検出手段によって測定した竪ロールチョック21の第2の位置出力から演算してそれぞれ検出する。
(もっと読む)
連続圧延機の張力制御方法

【課題】 圧延機の電動機を、速度可変速の電動機と固定速電動機を組み合わせて被圧延材を無張力で圧延可能とし、従来技術による高価な制御方式よりも著しく安価な連続圧延機の制御方法を提供する。
【解決手段】少なくとも第1及び第2のユニバーサル圧延機を有し、圧延機間で被圧延材を無張力で圧延するための張力制御方法において、マスター圧延機2の電動機を固定速電動機5とし、スレイブ圧延機1の電動機を固定速電動機4とし、スレイブ圧延機1の速度を、スレイブ圧延機1のトルク変動分およびマスター圧延機2の速度変動分を加味し決定する。
(もっと読む)
圧延機の下水平ロールの零点調整方法
【課題】 下水平ロールの零点調整が容易にでき、また、ドライブ側とフリー側とのレベル差を調整可能な圧延機の下水平ロールの零点調整方法を提供する。
【解決手段】 下水平ロール12を回転支持する下ロールチョック24、25及び竪ロールチョック20、21を保持するハウジング10aを有する圧延機10において下水平ロール12の零点調整を行う方法であって、竪ロールチョック20、21の前後端部に設けられハウジング10aに固定された対となる摺動ライナー50、51上に当接して摺動する対となる摺動ガイド52、53に対して平行に、対となるストッパーブロック54、55を摺動ガイド52、53の下方位置のハウジング10aに設け、下ロールチョック20、21をストッパーブロック54、55に押し付けて停止し、この停止位置を基準高さ位置として、基準高さ位置に基づいて下水平ロール12の零点位置の調整を行う。
(もっと読む)
1 - 3 / 3
[ Back to top ]