
Fターム[4E028AA00]の内容
他に分類されない板、線、管の製造と清浄 (990) | 形鋼 (13)
Fターム[4E028AA00]の下位に属するFターム
Fターム[4E028AA00]に分類される特許
1 - 2 / 2
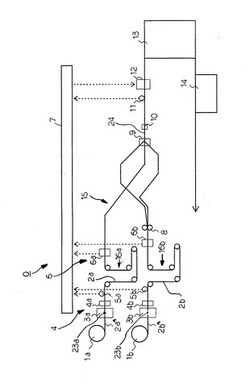
溶接形鋼の製造方法及び製造装置
【課題】溶接形鋼のウェブ素材やフランジ素材の横継部を、低コストで高精度で、さらに確実に検出及び除去する方法を提供する。
【解決手段】送給機構15により、第1の横継部23aをする第1の鋼帯2aと、第2の横継部23bを有する第2の鋼帯2bとを連続して送給しながらH形の断面形状に組み合わせ、溶接機9により、突き合せ部の溶接を行った後に、横継部除去機構12により横継部を含む部分を除去することによって溶接H形鋼24を製造する。刻印機構4により、溶接電極の接触位置を除いた、第1の横継部23aの近傍、及び第2の横継部23bの近傍に、刻印を設け、検出機構6により、設けられた刻印を検出して、第1の横継部23aの位置、及び第2の横継部23bの位置を検出する。横継部除去機構12は、第1の横継部23aを含む部分、及び第2の横継部23bを含む部分を、検出機構6により検出された位置に基づいて、除去する。
(もっと読む)
溶接形鋼の製造方法および製造装置

【課題】所定の長さを有する溶接H形鋼を、安定した歩留りで、かつ作業工数の増加をできるだけ抑制しながら、製造する。
【解決手段】ウェブ材2およびフランジ材3a、3bの溶接の前にそれぞれの長手方向へ発生する第1の品質不良部の範囲と、この溶接以降に長尺の溶接H形鋼7の長手方向へ発生する1または2以上の第2の品質不良部の範囲と、一定の製品長さを有する定尺製品、および、一定の範囲の製品長さを有する乱尺製品それぞれの製品寸法情報を求め、求めた第1の品質不良部情報、第2の品質不良部情報、及び製品寸法情報に基づいて、溶接不良部検出装置15の設置位置と、切断装置6による切断位置との間の長さの長尺の溶接形鋼5から、第1の品質不良部および第2の品質不良部を避けて、少なくとも定尺製品を切り出すように、切断装置6を制御する。
(もっと読む)
1 - 2 / 2
[ Back to top ]