
Fターム[4E048LA03]の内容
Fターム[4E048LA03]に分類される特許
1 - 13 / 13
薄板金属の孔明け用のパンチ及びこのパンチを具備した薄板金属の孔明け装置並びにその方法
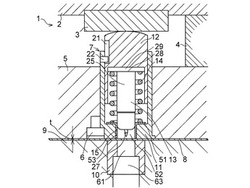
【課題】突起の強度を確保できて耐久性の劣化を招来せず、突き破り孔の形成後においても突起でもって薄板金属の移動の規制を確保できて薄板金属を位置決めできると共にパンチ本体による突き破り孔自体の拡径を回避でき、パンチ本体と協同してダイスの孔の一端を規定するダイスの筒状内面の環状縁の周りで薄板金属を引っ張りにより確実に破断させて薄板金属に貫通孔を形成できる薄板金属の孔明け装置を提供すること。
【解決手段】薄板金属の孔明け装置1は、油圧ラム等により昇降される上型ホルダ2と、上型ホルダ2に固着された押圧板3と、上型ホルダ2に弾性部材4を介して吊り下げられている押圧パッド5と、押圧パッド5に固着されたパンチホルダ7と、孔明け加工が施される薄板金属8が載置される下型9と、下型9に埋設されたダイス10とを具備している。
(もっと読む)
容器の切欠き成形用ダイセット

【課題】容器の胴部と交差する方向に延出するフランジ部を押し潰すことなくフランジ部から胴部にかけて延びる切欠きを成形することができるフランジ付き容器の切欠き成形用のダイセットを提供する。
【解決手段】容器の胴部からフランジの端部まで連続する切欠きを打ち抜く切欠き成形用のダイセットであって、フランジ支持部には、前記ダイ側胴部切刃部から連続してパンチの移動方向に沿って延びるダイ側フランジ切刃部が設けられ、前記パンチには、ダイ側胴部切刃部と共に胴部を切断するパンチ側胴部切刃部と、該パンチ側胴部切刃部と連続して前記ダイ側フランジ切刃部と共にフランジ部を切断するパンチ側フランジ切刃部とが設けられ、前記パンチ側フランジ切刃部は、フランジ延出方向に対し斜めに当接するように、パンチの後退側に傾斜していることを特徴とする。
(もっと読む)
パンチプレスの追切り切断用パンチ金型、コーナー切断用パンチ金型、および板材の開口形成方法
【課題】 板材に追切りを行って切断、長孔の形成、開口の形成等をする場合に、パンチ加工の継ぎ目部分に突起状の痕跡がほとんど残らず、切抜き切断の末端等においても突起状の痕跡をほとんど残さずに加工できるパンチプレスの追切り切断用パンチ金型を提供する。
【解決手段】 追切り切断用パンチ金型1は、追切り方向に並んで配置され、互いに側面が同一面上に位置してそれぞれの側面の下端縁が打抜エッジ8および切込エッジ10とされた打抜刃部4および切込刃部5を有する。打抜刃部4は、切込刃部5よりも下方に段差を持って突出する。切込刃部5は、底面9が打抜刃部4から遠ざかるに従い上方に傾斜し、この底面9における打抜刃部4と切込刃部5の並び方向の中間部が、上方に窪む側面形状の凹部9aとされる。凹部9aの側面形状の輪郭線は、打抜刃部4から遠ざかるに従って水平に対する傾斜角度が小さくなる形状である。
(もっと読む)
打抜き加工方法、プレス成形品の製造方法、打抜き加工用金型およびプレス成形品
【課題】互いに隣接する2つの面が劣角を成す劣角部を有するプレス成形品を精度良く打抜き加工により成形することができる打抜き加工方法、プレス成形品の製造方法、打抜き加工用金型およびプレス成形品を提供する。
【解決手段】摩擦プレート体10を構成する芯金プレート11にスプライン14を形成するための打抜き加工用金型100は、円柱状の第1のせん断刃部102と、歯車状に形成された第2のせん断刃部103とで構成されている。そして、芯金プレート11の内周部にスプライン14を形成する場合においては、まず、芯金プレート11に打抜き加工用金型100の第1のせん断刃部102を強圧することによりスプライン13における歯先面14cを形成する。次いで、芯金プレート11の内周部に形成した歯先面14cに打抜き加工用金型100の第2のせん断刃部103を強圧することによりスプライン14における歯底面14aおよび側面14bを形成する。
(もっと読む)
薄板金属の孔明け装置及びそれに用いられるダイス
【課題】二次的なパンチ屑の発生を回避でき、連続的な作業を中断させると共に所望の貫通孔を形成できなくなる虞をなくし得る薄板金属の孔明け装置及びそれに用いられるダイスを提供すること。
【解決手段】薄板金属の孔明け装置1は、油圧ラム等により昇降される上型ホルダ2と、上型ホルダ2に固着された押圧板3と、上型ホルダ2に弾性部材4を介して吊り下げられている押圧パッド5と、押圧パッド5にボルト6等を介して固着されたパンチユニットとして構成されたパンチホルダ7と、孔明け加工が施される薄板金属8が載置される下型9と、下型9に埋設されたダイス10とを具備している。
(もっと読む)
逆テーパーパンチと面取りダイによる金属板の打ち抜き加工装置及び方法
【課題】打ち抜き加工端面のバリを低減させる打ち抜き装置及び方法を提供する。
【解決手段】パンチ8とダイ11と板押さえ10を有し、パンチ8は、刃先を含んで同一の断面形状を有する第一の平行部29と、第一の平行部29から打ち抜き方向後方に向かって外径が小さくなる逆テーパー部9を有しており、ダイ11の刃先は打ち抜き方向に傾斜して面取りされており、板押さえ10はダイ11の打ち抜き部30と相似形の空洞部31を有し、空洞部31の内周cはパンチ8の第一の平行部29の外周a以上ダイ11の打ち抜き部30の内周b以下である。
(もっと読む)
段付きパンチによる打ち抜き方法及び段付きパンチ
【課題】疲労強度の高く、かつ、加工時のパンチ焼き付き・磨耗が起こりにくい段付きパンチによる打ち抜き方法、段付きパンチを提供する。
【解決手段】最終形状である目的穴の直径より小さく、相似である下穴を打ち抜いた後に、該下穴を前記目的穴の直径となるように押し広げる穴加工方法であって、ダイと、刃先の曲率半径が0.5mm以上である下穴用パンチを用いて、被加工材に接触してからのストローク量を被加工材板厚の20〜80%として、直径が前記目的穴の直径より該下穴用パンチと前記ダイとのクリアランスの1/20〜2/3に相当する長さだけ小さい下穴を打ち抜いた後、さらに、底面の直径が前記下穴用パンチの直径以下で、前記目的穴と同じ直径まで太くなるテーパー形状の拡径部を有する拡径用パンチを用いて、被加工材に接触してからのストローク量を被加工材板厚の10〜40%として、前記下穴を前記目的穴へ押し広げる。
(もっと読む)
薄板金属の孔開け装置及びその方法
【課題】円形以外の特殊形状の貫通孔の孔開けを、外形がそれに相似の形状のパンチを用いないで行い得て、而して、孔開け加工費の削減を図り得る薄板金属の孔開け装置及びその方法を提供すること。
【解決手段】薄板金属の孔開け装置1は、油圧ラム等により昇降される上型ホルダ2と、上型ホルダ2に固着された押圧板3と、上型ホルダ2に弾性部材4を介して吊り下げられている押圧パッド5と、押圧パッド5にボルト6等を介して固着されたていると共にパンチユニットとして構成されたパンチホルダ7と、孔開け加工が施される薄板金属8が載置される下型9と、下型9に埋設されていると共に薄板金属8に孔開けすべき貫通孔の形状に一致する長円形の形状の貫通孔10を有するダイス11とを具備している。
(もっと読む)
R付き穴加工方法及びR付き穴加工装置
【課題】均一且つ高い精度のR付き穴を効率的に得ることが可能なR付き穴加工方法及びR付き穴加工装置を提供する。
【解決手段】刃先2の基部にR形状5が形成されたパンチ1と、パンチ1の刃先2によって穴抜き加工されて形成された抜き穴4の周縁をパンチ軸線に対して垂直な受圧面9で支持するダイス8とを備え、パンチ1を1ストロークさせることにより、パンチ1の刃先2によってワーク3が穴抜き加工されて抜き穴4が形成されると共に、刃先2のR形状5が抜き穴4の意匠面3a側の稜部6に転写される。これにより、R付き穴を効率的に加工することができ、さらに抜き穴4の周縁を受圧面9で支持したことで、抜き穴4の稜部6に均一且つ高い精度のR形状7を付加することができる。
(もっと読む)
中空角パイプ溝型切欠成形法とその使用金型
【課題】変形量が小さく、且つ良質な切欠部をスムーズに成形することができる中空角パイプ溝型切欠成形方法及び成形金型を提供する。
【解決手段】金型パンチ13の両側刃先a,bよりも多少板厚かつ突出された鋸歯状に成形した中央刃先部cを設け、中央刃先部を介して中空角パイプ1の中央先端に穴を開けてから両側刃先部を挿入して該刃先のシャー部Sにて溝型切欠部6を切断する。
(もっと読む)
タイバー剪断金型装置
【課題】ダイの刃部の剪断性が良好でタイバーをバリが生じることなくきれいに剪断することと、剪断したタイバーの端材をスリット外に排出することをともに満足させる。
【解決手段】櫛歯状のダイ10のスリット13に、パンチ70を打ち下ろしてタイバー92を剪断する装置において、スリット13を形成する平行なスリット側面14の刃部16側の開口端部を平滑な開口側平滑部17とし、この開口側平滑部17よりも奥側でパンチ凸部70aが進入してくる領域を粗面な内部側粗面部18とする。スリット13を湿式切削加工で形成して切削面を開口側平滑部17として残し、スリット13の奥側からスリット13の開口方向に向けてブラスト材を噴射して内部側粗面部18を形成する。
(もっと読む)
中空部分とそこから形成される部分とに対向する穴を開けるための穴開け装置及び穴開け方法
穴開け器は、入口穴を開け、入口穴付近の材料を屈曲させて、入口穴の内側エッジに沿って保持される塊を形成するに適した末端部を有する。穴開け器は、また末端部の後に入口穴に進入して、塊と追加の材料を間隙内部に曲げることによって入口穴を大きくするに適した拡大部を有する。穴開け器は、穴開け器をさらに押し込むことで、入口穴と対向する部分に出口穴を形成するように、間隙の断面より大きな長さを有する。  (もっと読む)
(もっと読む)
微細穴の穿設加工方法およびそれに用いる工具および液体噴射ヘッドの製造方法ならびに液体噴射ヘッドの製造装置
【課題】 塑性加工により微細穴を精度よく形成することができる微細穴の穿設加工方法および工具および液体噴射ヘッドの製造方法ならびに液体噴射ヘッドの製造装置を提供する。
【解決手段】プレス加工により金属基板55に微細穴34を穿設加工する方法,工具,液体噴射ヘッドの製造方法ならびに製造装置であって、上記方法,工具等に、所定のピッチで列状に並んだ窪み状部33が形成された金属基板55と、上記ピッチと同ピッチのポンチ56,58でポンチ列56a,58aが形成された雄型57,59とを準備し、上記ポンチの各窪み状部33に対する押込み時期が略同じとなるよう上記金属基板55に向って雄型57,59を進出させることにより、上記窪み状部33に微細穴34を穿設して金属基板55に列状に並んだ微細穴列を形成することが含まれている。よって、微細穴34の配列精度が向上し、ポンチ56,58の磨耗や損傷も大幅に低減できる。
(もっと読む)
1 - 13 / 13
[ Back to top ]