
Fターム[4E050CB02]の内容
金型の交換、取付け、製造 (1,478) | 金型交換の駆動 (62) | 金型側に有するもの (5)
Fターム[4E050CB02]に分類される特許
1 - 5 / 5
クランプ装置およびプレス装置
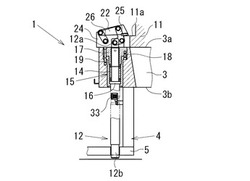
【課題】原動機が不要で、且つ作業者による操作をすることなくクランプ/アンクランプが可能なクランプ装置および該クランプ装置を備えるプレス装置を提供する。
【解決手段】ムービングボルスタ2のリフトアップ/リフトダウン動作に連動して各クランプ装置1がクランプ/アンクランプ動作する。したがって、油圧ユニット、空圧ユニット等の原動機が不要で、且つ作業者による操作をすることなく、プレス金型11のクランプ/アンクランプが可能なクランプ装置1およびプレス装置を提供することができる。
(もっと読む)
プレスシステム

【課題】簡易な構成で、短時間に、上型および下型を合わせて交換することができるプレスシステムを提供する。
【解決手段】第1のベース11およびスライド部材12の間にプレスアセンブリ50をセットして圧力を加えるプレス装置10を有するシステム1を提供する。このプレス装置10は、第1のベース11の後方に配置された第2のベース42と、第2のベース42に隣接するように配置された第3のベース43および第4のベース44とを有する。第1のベース11には、プレスアセンブリ50を後方に動かす第1のローラが配置され、第2のベース42には、プレスアセンブリ50の移動方向を変換可能な複数の第2のローラが配置され、第3のベース43および第4のベース44にもそれぞれ第3のローラおよび第4のローラが配置されている。
(もっと読む)
曲げ加工装置
【課題】個別の金型の表裏反転と上下反転機能を付加することにより、金型格納装置のストッカに搭載すべき金型の個数を減少させ、ストッカの数の減少と金型格納装置の小型化を図る曲げ加工装置を提供する。
【解決手段】製品情報に基づき、ワークの曲げ順、使用する金型及び金型レイアウトを決定する金型レイアウト決定部20Dと、該金型レイアウト決定部20Dにより決定された金型レイアウト情報及び上記ストッカh1(h2、h3、t1)に搭載された各分割金型に関する金型搭載情報に基づき、所定の金型レイアウトを構成する分割金型を、ストッカh1(h2、h3、t1)に搭載された分割金型の中から選択する金型選択部20Eと、該選択された分割金型の表裏を反転する金型表裏反転装置8、9と、該選択された分割金型の上下を反転する金型上下反転装置18を設けた。
(もっと読む)
チェンジャー付き加工設備制御システム
【課題】 スケジュールに応じた動作のための工具ホルダ交換命令を容易に付加することができる制御システムの提供。
【解決手段】 複数の工具8を搭載した複数の工具ホルダ7を交換可能に装備するパンチプレス1と、機外工具ホルダマガジン6と、この機外工具ホルダマガジン6とパンチプレス1との間で工具ホルダ7を自動交換する工具ホルダチェンジャー3とを備え、パンチプレス1を加工プログラム36に従って制御する加工機制御装置31と、工具ホルダチェンジャー3をプログラム制御するチェンジャー制御装置32と、加工プログラム36Aを記憶したスケジュール作成装置34とを備える。スケジュール作成装置36は、元の加工プログラム36Aに工具ホルダ交換命令52およびオフセット命令51Aを付加する命令付加手段59と、付加した加工プログラム36を加工機制御装置31に送る加工プログラム転送手段60とを備える。
(もっと読む)
プレス機械の昇降装置
【課題】 プレス負荷を受け止める時に、各部の遊びを予めなくして上下方向の剛性を高めることができるプレス機械の昇降装置を提供する。
【解決手段】 昇降機構23によって昇降可能とされ、プレス機械のプレス動作時に加圧力を受ける昇降台26を設ける。前記昇降機構23により昇降台26が上昇位置にあるときに、昇降機構23の昇降方向の遊びを、前記昇降台26を上昇または下降方向に寄せて除去する遊び除去手段42を設ける。
(もっと読む)
1 - 5 / 5
[ Back to top ]