
Fターム[4E063GA20]の内容
Fターム[4E063GA20]に分類される特許
1 - 5 / 5
パワーストップベンダ及びパワーストップベンダ工法
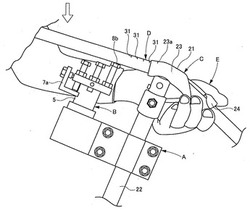
【課題】ベンダを使用した配管曲げ作業を熟練を要せず、短時間でかつ確実に一定の角度に曲げることが出来るパワーストップベンダを提供する。
【解決手段】縦断面が略U字形状の略水平な受け溝23と、当該受け溝23から横方向に離れた延長線上に設けられた、下向き湾曲凹溝を有する係止突起24とから成る既存のベンダCの作用部21の、前記受け溝23の、係止突起24とは反対側の延長線上に、上面を有するストッパを設け、当該ストッパは前記ベンダCの作用部21を支える支柱22に一端を固定した腕金部の他端に設けた。
(もっと読む)
3次元物体を成形する方法及び装置

【課題】この発明は、3次元物体を成形するための方法及び装置(1、31)、特に3次元ビーム材(5)を成形するための方法及び装置(1、31)に関する。
【解決手段】ビーム材を成形するための効率的な方法であって、既存の大量生産技術に取り入れることができる方法を用いることによって、複雑な形態を有する3次元ビーム材(5)を成形することが望ましい。3次元ビーム材(5)を成形するための装置(1、31)は、支持手段及び動作手段を有する。支持手段の長手方向の軸まわりに配される複数の支持要素(2、32、41、51、61)は、ビーム材(5)の一部を支持するための開口部(4、35、43、53、63)を部分的に規定する。互いに隣り合う開口部(4、35、43、53、63)を相対的に位置決めすることよって、ビーム材(5)の全体としての形状を規定し、動作手段が各開口部(4、35、43、53、63)の位置を規定することができる。
(もっと読む)
金属材の曲げ加工方法、曲げ加工装置および曲げ加工設備列、並びにそれらを用いた曲げ加工製品
【課題】金属材を2次元的、または3次元的に連続曲げを行う場合であっても、効率的に曲げ加工することができる金属材の曲げ加工方法および装置を提供する。
【解決手段】支持手段で回転可能に保持された被加工材を上流側から逐次または連続的に押し出しながら、前記支持手段の下流側で曲げ加工を行う金属材の押通し曲げ加工方法において、前記支持手段の下流側に設けられた可動ローラダイスで前記金属材をクランプし、当該可動ローラダイスの位置または/および移動速度を制御しつつ、前記可動ローラダイスの入り側であり前記金属材の外周に配置した加熱手段および冷却手段を用いて、前記金属材を局部的に塑性変形が可能な温度域でかつ焼入が可能な温度域に加熱し、前記加熱部に曲げモーメントを付与した後、急冷することを特徴とする金属材の曲げ加工方法である。並びにその方法を適用できる曲げ加工装置および曲げ加工設備列である。
(もっと読む)
部品用の断面形状をもつ金属曲管およびその製造方法
【課題】 曲げ加工での減肉の抑制と、軸方向に異型の断面形状実現を両立せしめ、工数減、素材金属管の歩留まり向上による低コスト化も図れるとともに、部品用の断面形状をもつ金属管に成形後の配管の軽量化、設置スペースの節約などにも寄与し、また、減肉を抑制できることで、フェライト系ステンレス鋼管などの安価な素材金属管も使用可能になる、部品用の断面形状をもつ金属曲管およびその製造方法を提供する。
【解決手段】 金属管の一端での軸の方向Xが該金属管の他端での軸の方向Yと60度以上の角度θをなすように該金属管に曲げ加工を行った後、該金属管内に液圧を作用させるとともに該金属管の少なくとも一端に軸方向の押し力を作用させるハイドロフォーミングを行って該金属管が部品用の断面形状をもつようにしたことを特徴とする部品用の断面形状をもつ金属曲管。
(もっと読む)
空気層によって断熱された排気管などの二重壁曲がり部品及びその製造方法
本発明は、内管(11)及び外管(12)を含む二重壁曲がり部品(10)、特に二重管の製造方法に関する。内管は、外管から隙間(d)だけ離れており、中間領域(13)が形成されている。本発明による方法は次のステップ、すなわち、内管(11)及び外管(12)を提供するステップと、前記隙間(d)に本質的に合致する厚さを有する少なくとも1つの中間部品(16)を、内管(11)に装着するかあるいは外管(12)内に導入して、部品(10)の軸方向(I)において、前記中間領域の一部分のみを充填するようにするステップと、内管(11)及び外管(12)を組み合わせて複合構造体を形成するステップと、内管(11)及び外管(12)からなる複合構造体を曲げ加工するステップとを含む。本発明は、又、二重壁曲がり部品にも関する。  (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]