
Fターム[4E063KA08]の内容
板、棒、管等の曲げ (4,439) | 曲げ条件、予備処理等 (243) | 曲げ半径 (5)
Fターム[4E063KA08]に分類される特許
1 - 5 / 5
金属管の圧縮曲げ加工方法とその装置
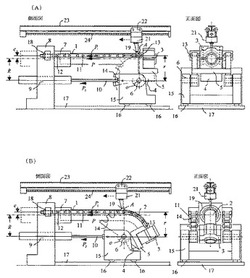
【課題】生産性が高く、安価に曲げ加工できる金属管の圧縮曲げ加工方法とその装置を提供する。
【解決手段】曲げ加工すべき金属管1に対し曲げ中心Oから引いた垂線の足を点Aとし、金属管1の先部を点Aより前方の位置に於いて曲げアーム4上に、所定の曲げ半径Rとなるようにクランプする。曲げアーム4に、半径が偏差eだけ大きいr=R+eである圧縮車輪14を固定する一方、テールクランプ装置7に金属管1後部をクランプし、伝導部材11を圧縮車輪14で支持した状態で、金属管1を適宜の駆動装置9を用いて移動すると共に、金属管1を点Aの近傍に於いて加熱装置19により加熱する。金属管1の中心から偏差e点の軸線の伸びを、伝導部材11を用いて抑えることにより、駆動装置9の推力P2と、伝導部材11に生じた反力P1を加えた圧縮力P(=P1+P2)を付与しながら曲げ加工する。
(もっと読む)
板状ワークの成形方法および成形体

【課題】新規の加工設備に依存することなく、湾曲成形後の板状ワークを平坦に展開した状態でポケット部を加工する先曲げ成形法において、ポケット部加工の後の板状ワークの湾曲半径がスプリングインにより完成湾曲半径よりも小さくなってしまうことを防止する。
【解決手段】湾曲成形機10で湾曲成形した板状ワーク2を平坦に展開した状態で、その湾曲内面にポケット部3を後加工する板状ワーク2の成形方法であって、スプリングインによりポケット部3の加工前よりも加工後の板状ワーク2の湾曲半径が縮小する分を予め見込んで、板状ワーク2の完成湾曲半径Rにスプリングインによる湾曲半径縮小分R1を加算した正味湾曲半径R0を設定し、この正味湾曲半径R0になるように板状ワーク2の湾曲成形を行う湾曲成形工程Aと、湾曲成形された板状ワーク2を平坦に展開してポケット部3を後加工するポケット部加工工程とを有することを特徴とする。
(もっと読む)
パイプの曲げ加工方法
【課題】高強度鋼管を素材パイプとし、曲げ部の断面が扁平形状を呈するパイプの曲げ加工方法を提供する。
【解決手段】高強度鋼管を素材パイプとして、該素材パイプに、該素材パイプの管軸方向に張力を負荷しながら、カリバ径が前記素材パイプの外径より大きなプレス曲げ金型を押し込み、プレス曲げ加工を施す。これにより、曲げ部の断面形状が扁平状を呈するパイプを1回のプレス曲げ加工で加工することができる。負荷する張力は素材パイプの降伏強さの3%以上、好ましくは20%以上である。また、プレス曲げ金型のカリバ径は、素材パイプ外径の1.1倍以上とすることが好ましい。
(もっと読む)
プリテンショナを備えるリトラクタ用のパイプ
【課題】リトラクタの小型化を図ることが可能な、曲げ部分の内方側外周面から絞り部を設けたパイプを提供すること。
【解決手段】本発明では、先端部が絞り部Sの形状に合致した突出部を有するとともに、前記絞り部Sの両側となる位置にそれぞれ規制壁部を有した絞り部成形用部材を、直線状に延在したパイプ素材の曲げ部分となる部位よりも一端部側においてその内方側外周面に当接させ、前記パイプ素材の一端面から押圧力を付与しながら、前記パイプ素材の他端部と前記絞り部成形用部材とが相互に近接するように曲げ成形を施し、前記曲げ部分の内方側外周面と前記絞り部成形用部材の前記突出部とを互いに押圧させて前記絞り部Sを成形したパイプPを、リトラクタに設ける。
(もっと読む)
回転引き曲げ工法におけるひずみ推定装置、方法、プログラム、及び記録媒体
【課題】 曲げ外側及び曲げ内側の肉厚方向、軸方向、周方向のすべてのひずみを精度良く短時間に推定可能とする。
【解決手段】 金属管1の内部に芯金を挿入し、回転曲げ型2及び締め型3で金属管1の一部を押さえながら金属管1を曲げ加工する際に、管の外径、肉厚、曲げ半径、素材のr値、及び押し力を入力する入力手段101と、管の外径、肉厚、曲げ半径、素材のr値、及び押し力に基づいて肉厚方向ひずみ、軸方向ひずみ、周方向ひずみの1種又は2種以上を計算する計算手段と、ひずみを出力する出力手段102とを備えている。
(もっと読む)
1 - 5 / 5
[ Back to top ]