
Fターム[4E065CA09]の内容
スポット溶接 (796) | ワークの移送・位置決め (52) | 溶接組立ライン (6)
Fターム[4E065CA09]に分類される特許
1 - 6 / 6
自動車車体の組立装置及び車体組立方法
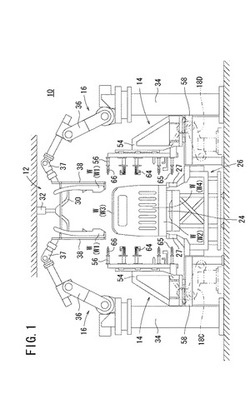
【課題】自動車車体の組立に必要なスペースを小さくすることが可能であるとともにサイクルタイムの短縮が可能な自動車車体の組立装置及び車体組立方法を提供する。
【解決手段】自動車車体の組立装置10は、サイドパネルW1を搬送する搬送装置12と、サイドパネルW1を溶接位置に位置決めする位置決め治具14と、サイドパネルW1を搬送装置12から受け取り、位置決め治具14にセットするロボット16とを備え、搬送装置12、位置決め治具14及びロボット16が1つの組立ステーション内に設置されている。
(もっと読む)
屋根構体のスポット溶接用治具

【課題】複数の治具要素ブロックを、連結することで要部を形成する構成とし、車両の車種が異なる場合に、治具要素ブロックを再利用する。
【解決手段】スポット溶接用治具の要部は、構体長手方向において配置される複数の治具要素ブロックA〜Dを連結して構成される。複数の治具要素ブロックは、屋根構体の上側に搭載される搭載物に応じて、屋根構体を構体長手方向において分割した複数の領域それぞれに対応している。
(もっと読む)
軸状部品の供給装置
【課題】 軸状部品の保持箇所を適正に選定して、所定の移動軌跡をたどりながら安定した部品移行が行える軸状部品の供給装置を提供する。
【解決手段】 供給管13における軸状部品1の供給軸線O−Oに合致した位置で待機する中継部材10を設け、軸状部品1の後部が中継部材10から突出した状態で送出位置14へ移行させる進退式の移行手段15を設け、送出位置14において軸状部品1を送出する送出ヘッド部材32を設け、送出ヘッド部材32に進退式の送出手段36を設け、送出手段36を送出ヘッド部材32と一体の状態で供給軸線O−Oとほぼ同方向に進退させる供給手段50を設けた。
(もっと読む)
走間スポット溶接機
【課題】ロールフォーミングラインにおいて、シーム溶接機では、不可能であった。高速ラインスピードでの溶接、あるいは、短ピッチ溶接を可能とした、走間スポット溶接機を提供する。
【解決手段】ラインスピードと同期往復運転させる、スライドベースに、溶接ガンを複数並べたことを特徴とする。
(もっと読む)
溶接装置及び加工方法
【課題】設置スペースが少なくて済み、コスト的に有利で、作業能率の低下を防止できる溶接装置及び加工方法を提供する。
【解決手段】可動ガンアーム5と固定ガンアーム6の電極チップ7,8でワークを挟み込んで接合するスポット溶接手段2と、回転ツール21をワークに押し付けて接合する摩擦撹拌接合手段3とを共通の基台4に設置し、スポット溶接手段2のガンアーム5,6の開閉と摩擦撹拌接合手段3の回転ツール21の往復動を共通の駆動源で行う。
(もっと読む)
ロボットの制御方法
【課題】スポット溶接を行うロボットシステムにおいて、サイクルタイムを短縮することが可能な制御方法を提供する。
【解決手段】第1のロボットにてワークを搬送させながら、この搬送中のワークに対して第2のロボットにて溶接作業を行うようなシステムにおいて、再生運転時には第1のロボットの位置に対応して第2のロボットの位置が制御されるようにした。言い換えれば、第1のロボットに把持されたワークの位置に対応して第2のロボットが具備する溶接ガンの位置が制御されるようにした。これにより、静止状態にあるワークに対してだけではなく、第1のロボットによるワークの搬送中、すなわち移動状態にあるワークに対しても、第2のロボットにて溶接作業を行うことが可能になる。
(もっと読む)
1 - 6 / 6
[ Back to top ]