
Fターム[4E082EA06]の内容
Fターム[4E082EA06]に分類される特許
1 - 11 / 11
プラズマミグ溶接方法
【課題】1つの溶接トーチからミグアーク及びプラズマアークを発生させるプラズマミグ溶接方法において、両アークを通電する溶接電流にパルス波形を使用したときに、母材の組織の劣化及び割れを防止して、良好な溶接品質を得ること。
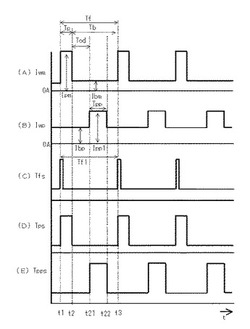
【解決手段】第1ピーク電流Ipmの通電と第1ベース電流Ibmの通電とを1パルス周期Tfとして繰り返すことによってミグアークを発生させ、第1ベース電流Ibmの通電期間の一部又は全部の期間中は第2ピーク電流Ippを通電し、前記パルス周期Tfのその他の期間中は第2ベース電流Ibpを通電してプラズマアークを発生させるプラズマミグ溶接方法において、第2ピーク電流Ipp及び第2ベース電流Ibpから形成されるプラズマ溶接電流Iwpの平均値が、予め定めた電流設定値と等しくなるように第2ピーク電流Ipp又はその通電期間Tppを制御する。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手

【課題】板厚1〜2.6mmの薄鋼板をアーク溶接する際に、溶接変形を抑制し、かつ溶着金属のぬれ性が良好でなだらかな溶接ビード形状を達成でき、さらにスパッタが発生しないアーク溶接技術を提供する。
【解決手段】薄鋼板の重ねすみ肉アーク溶接方法において、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有し、溶接ワイヤと被溶接材の間にアークを発生させる期間、溶接電流値を低くして溶接ワイヤを前進させ先端を被溶接材に接触させる期間、溶接ワイヤ先端と被溶接材が接触している状態で溶接ワイヤを通電し発熱させる期間、及び、溶接電流値を低くして溶接ワイヤを後退させ被溶接材から引き離す期間を制御することができるアーク溶接電源を用い、CO2シールドガス中で、低熱膨張溶接材料を用いて溶接することを特徴とする薄鋼板の重ねすみ肉アーク溶接方法。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ加工装置
【課題】 高温割れやアンダーカットのない高速溶接を実現することができるインサートチップ,これを用いるプラズマトーチおよびプラズマ加工装置を提供。
【解決手段】 2個の電極配置空間1a,1bと、同一直径線上に分布し各電極配置空間1a,1bにそれぞれが連通し前記直径線と平行な溶接線に対向して開いた2個のノズル4a,4bと、を備えるインサートチップ1。各電極配置空間1a,1bにそれぞれの先端部を挿入した2電極2a,2bを備えるプラズマトーチ。第1電極2aに溶接又は予熱電力を給電する第1電源18ap,18awと、第2電極2bになめ付け溶接又は本溶接電力を給電する第2電源18bp,18bwと、を備えるプラズマ溶接装置。
(もっと読む)
片側水平すみ肉ガスシールドアーク溶接方法
【課題】下板および立板からなる水平すみ肉溶接用部材の該立板が傾斜した、すみ肉角度が90°超の水平すみ肉部の溶接を行う片側水平すみ肉ガスシールドアーク溶接方法において、仮付け溶接ビードが有る箇所においても深い溶け込みが得られ、スパッタ発生量の少ない方法を提供する。
【解決手段】ソリッドワイヤを用いて、ワイヤ送給速度:15〜17m/min、パルスピーク電流(Ip):480〜600A、パルスベース電流(Ib):30〜80A、パルス周波数:200〜300Hzで、かつパルスピーク電流(Ip)とパルスピーク時間(Tp)が下記(1)式を満足するパルスを付加して溶接を行う。480≦Ip[A]×Tp[msec]≦900・・・・(1)
(もっと読む)
溶接継手部の保全装置及び保全方法
【課題】圧力容器に設けられる複数のノズルの溶接継手部を短期間で保全できる溶接継手部の保全装置及び保全方法を提供する。
【解決手段】原子炉の圧力容器1に複数設けられたノズル3と配管4との間に形成される溶接継手部5の内面に肉盛溶接をする溶接継手部5の保全装置6において、圧力容器1の上方に圧力容器1の中心軸回りに回転可能な構造体7を配置し、構造体7に圧力容器1内に上下に離間して配置される一対の基部9、10を吊設し、これら基部9、10に、ノズル3内に挿入されると共に溶接継手部5の内面に開先加工し、かつ、肉盛溶接するノズルプラグ装置13、14をレール部材11、12を介して径方向に移動可能に、かつ、基部9、10間に位置するように設けると共に、一方のノズルプラグ装置13が圧力容器1の中心部にあるとき他方のノズルプラグ装置14を圧力容器1の外周部に退避させるように他方のレール部材12が一方のノズルプラグ装置13の移動方向と交差する方向に移動可能に設けられたものである。
(もっと読む)
ステッチパルス溶接装置
【課題】所望のビード形状を指定するだけで必要な溶接条件(電流、電圧、時間)が自動的に設定されるステッチパルス溶接装置を提供する。
【解決手段】溶接トーチを停止した状態でアークを発生させ、所定の溶接時間の経過後にアークを停止した後、溶接トーチを溶接進行方向に所定の移動ピッチだけ離間したアーク再開始点に移動させてアークを再発生することを繰り返しながら、1回のアーク発生で形成される溶接痕であるウロコを重ね合わせてワーク上に溶接ビードを形成するステッチパルス溶接装置1において、溶接条件Tcとウロコ直径値Srとの対応関係を記憶した溶接条件データベース部21と、ウロコ直径値Srを入力として溶接条件データベース部21から溶接条件Tcを算出する溶接条件算出部22と、ウロコ重ね率Lrを設定することによって移動ピッチMpを自動的に算出する移動ピッチ算出部25を備えた。
(もっと読む)
ステッチパルス溶接装置
【課題】溶接ビードの形状を事前に確認でき、意図通りのビード形状を形成できるステッチパルス溶接装置を提供する。
【解決手段】予め設定された溶接条件に基づき、溶接トーチを停止した状態でアークを発生させ、溶接時間の経過後にアークを停止した後、溶接トーチを溶接進行方向に所定の移動ピッチだけ離間したアーク再開始点に移動させてアークを再発生することを繰り返しながら1回のアーク発生で形成される溶接痕であるウロコを重ね合わせてワーク上に溶接ビードを形成するステッチパルス溶接装置1において、溶接条件Tcとウロコ直径値Srとの対応関係を予め記憶した溶接条件データベース部21と、溶接条件Tcを入力として溶接条件データベース部21からウロコ直径値Srを算出するウロコ直径算出部22と、溶接ビードの形状情報Ydを操作手段TPの表示部41に表示する表示処理部24と、を備えた。
(もっと読む)
パルスアーク溶接制御方法
【課題】アーク長を周期的に変化させるパルスアーク溶接方法において、ブローホール低減効果をより大きくすること。
【解決手段】ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とをパルス周期として繰り返して通電し、溶接電圧値Vwが電圧設定値Vsと略等しくなるようにアーク長制御を行うパルスアーク溶接制御方法において、切換信号Stcに同期して電圧設定値Vsを周期的に変化させることによってアーク長Laを周期的に変化させ、かつ、切換信号Stcに同期してパルスパラメータPsを変化させ、かつ、切換信号Stcが変化してからアーク長Laの過渡変化が略収束した時点で送給速度Fsを変化させる。これにより、アーク力が大きく変化して溶融池の揺動作用が激しくなるので、ブローホール低減効果が大きくなる。
(もっと読む)
パルスアーク溶接方法
【課題】 パルスアーク溶接において、シールドガスの混合比率が変動しても安定したアーク状態を維持すること。
【解決手段】 ピーク期間Tp中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期Tfとして繰り返して溶接するパルスアーク溶接方法において、ピーク期間Tpは、第1ピーク電流Ip1を通電する第1ピーク期間Tp1及び第1ピーク電流Ip1よりも小さな値の第2ピーク電流Ip2を通電する第2ピーク期間Tp2から形成され、第1ピーク期間Tp1及び第1ピーク電流Ip1を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、第2ピーク期間Tp2及び第2ピーク電流Ip2を、パルス周期Tfごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する。
(もっと読む)
非消耗電極アーク溶接方法
【課題】非消耗電極アーク溶接において、明瞭なリップルパターンの溶接ビードを形成した上で、リップルパターンごとの溶け込みの変動を抑制し、熟練技能を有しない溶接作業者によっても容易に手動溶接を行うことができるようにする。
【解決手段】本発明は、第1電流波形Iaと第2電流波形Ibとを低周波で切り換えて溶接電流Iwを通電し、前記第1電流波形Iaは平滑された直流波形であり、前記第2電流波形Ibはその振幅が振動する波形であり、前記第1電流波形Iaの平均値と前記第2電流波形Ibの平均値とが略等しい非消耗電極アーク溶接方法である。。また、前記第2電流波形Ibは、矩形波、三角波又はサイン波状に振動する波形である。
(もっと読む)
パルスアーク溶接の出力制御方法
【課題】 所望の傾きを有する溶接電源の外部特性を形成してパルスアーク溶接を行う場合において、アーク長が大きく変動したときの過渡応答性を改善することを目的とする。
【解決手段】 本発明は、傾きKs及び溶接電流基準値Is及び溶接電圧基準値Vsによって設定された溶接電源の外部特性を形成するパルスアーク溶接の出力制御方法において、溶接中の溶接電圧平均値Vaを検出し、この溶接電圧平均値Vaと前記溶接電圧基準値Vsとの偏差ΔVを算出し、この偏差ΔVが予め定めた基準値ΔVt以上のときは前記傾きKsを小さく(Ks1→Ks2)なるように変化させて外部特性を形成する、ことを特徴とするパルスアーク溶接の出力制御方法である。
(もっと読む)
1 - 11 / 11
[ Back to top ]