
Fターム[4E094AA14]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 本体構造 (29) | マルチステーション(多段式) (10) | 水平回転(回転テーブル、スイング) (4)
Fターム[4E094AA14]に分類される特許
1 - 4 / 4
抜枠鋳型造型方法及び抜枠鋳型造型装置
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
鋳型造型方法及び装置

【課題】鋳物砂を鋳枠内に均一に充填でき、模型表面や鋳枠内面の摩耗による修繕費を減
少させ、マッチプレートの変形・破損を防止し、手作業を省略化する鋳型造型方法を提供
する。
【解決手段】マッチプレート21の両面に上下鋳枠を重合して重合鋳枠20とし、重合鋳
枠の上鋳枠23に鋳物砂18を充填し、砂押え部材54を重合鋳枠に向かって前進させて
、砂押え部材を上鋳枠の内周に嵌入して充填された鋳物砂と当接させるとともに、弾性部
材52の撥力で前方に付勢された上鋳枠支持部材50を前記重合鋳枠に向かって前進させ
て上鋳枠と当接させ、砂押え部材が鋳物砂と当接し、上鋳枠支持部材が上鋳枠と当接した
状態で重合鋳枠を反転させ、反転された重合鋳枠の下鋳枠19に鋳物砂を充填し、スクイ
ズ部材68を下鋳枠の内周に嵌入させて下鋳枠及び上鋳枠に充填された鋳物砂をスクイズ
させること。
(もっと読む)
無枠鋳型造型機
【課題】マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供する。
【解決手段】マッチプレート1と、該マッチプレート1の両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠4a、4bの開口部の外側に設けられると共に鋳枠4a、4b内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠4a、4b内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記マッチプレート1は、一対の模型板1a、1bを有するとともにスクイズ手段2を内蔵している。
(もっと読む)
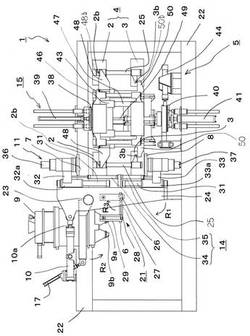
コアパケットを製造するコアパケット製造装置
【課題】エンジンブロックやシリンダヘッドの鋳造に特に使用されて最小の可能な必要スペースで完全なコアパケットの自動製造を可能にする、コアパケットを製造するためのカテゴリー設定装置を設計及びさらに改善すること。
【解決手段】この発明は、個々のコアが射出される射出ステーション(1)と、前記射出コアが受け取られ、パケットを形成するために組立ラインに移行される受け取りステーション(2)とを備える、特にエンジンブロック及びシリンダヘッドを鋳造するためのコアパケットを製造するのに使用されるコアパケット製造装置に関する。射出プレート(6)を設けたサンドストア(5)と射出ヘッド(8)とを備えた
射出キャップ(7)が、好適に2部品成形型(4)の射出ステーション(1)に対応付けられている。この発明は、幾つかの成形型(4)が、回転テーブル(9)を回転させることにより、成形型(4)を射出ステーション(1)内に共に搬入し、そして該射出ステーション(1)から射出コアと共に前記受け取りステーション(2)に移行するように、種々のコアを射出するために受け取りテーブル(9)に配置されていることを特徴とする。
(もっと読む)
1 - 4 / 4
[ Back to top ]