
Fターム[4E094AA25]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 型込め(造型・充填・砂詰め) (145) | 投射 (7) | エア (7)
Fターム[4E094AA25]に分類される特許
1 - 7 / 7
抜枠鋳型造型方法及び抜枠鋳型造型装置
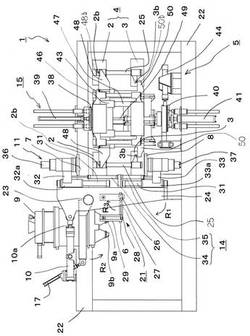
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
生型造型方法

【課題】 表面が脆くない生型を造型することで鋳造不良を防止できる生型を造型する生型造型方法を提供する。
【解決手段】 枠部材内に生型砂を0.05〜0.18MPaで浮遊流動化させながら導入する工程と、該導入された生型砂を圧縮する工程とを有し、生型のフライアビリティ数が10以下となるように生型を造型する。ここで、フライアビリティ数とは、該生型を直径177.8mmで8メッシュの円筒状に形成された回転篩部材に投入し、該回転篩部材を回転数57rpmで60秒間回転させ、該回転篩部材の篩部分を通過した砂の重量を投入重量で除算して得られた値に100を乗算して得られる数値である。
(もっと読む)
砂型の試作装置
【課題】砂型、特に砂型中子の成形時における砂の挙動を外部から認識することができ、成形型のキャビティ形状ごとに砂型成形の評価を迅速に行うことが可能となる、砂型の試作装置を提供する。
【解決手段】本実施形態に係る砂型の試作装置10におけるキャビティ型20は、キャビティ孔31a〜34aが開口された複数のキャビティブロック31〜34が、上下に積層した状態で上型21と下型23との間に介挿され、かつ、相互に組換え可能に形成されるとともに、キャビティブロック31〜34及び砂入れ容器41が、透明素材であるアクリル樹脂で形成される。
(もっと読む)
無枠造型機
【課題】マッチプレート11を挟持した上鋳枠12及び下鋳枠13を水平姿勢から垂直姿勢へ回動させる際に、上及び下造型空間を規定でき、且つ下鋳型への中子の配置も容易な造型機が開示される。
【解決手段】上部スクイズ部材14は、その加圧面がマッチプレート11の上面に対向するように上鋳枠12内に挿入可能であり、その加圧面がマッチプレート上面及び上鋳枠12と共に上部造型空間を規定する。回動フレーム23は、上部スクイズ部材14の加圧面が垂直方向下方に向き付けられるべき水平姿勢と、当該加圧面が水平方向に向き付けられるべき垂直姿勢との間で、マッチプレート11を挟持した上鋳枠12及び下鋳枠13並びに上部スクイズ部材14を一体的に回動可能に支持する。垂直姿勢に固定された盛枠15は、マッチプレート11を挟持した上鋳枠12及び下鋳枠13が垂直姿勢にあるときに、下鋳枠13に対して当接する。下部スクイズ部材16は、加圧面が水平方向に向き付けられており、盛枠及びそれに当接した下鋳枠内に挿入可能である。下部スクイズ部材16の加圧面はマッチプレート下面、下鋳枠13、及び盛枠15と共に下造型空間を規定する。下鋳枠13内に造型された下鋳型内に中子を配置する際には、下鋳枠13を上鋳枠12の直下から側方へ移動させることにより、開放された作業空間を与える。
(もっと読む)
造型機
マッチプレート11を挟持した上鋳枠12及び下鋳枠13を水平姿勢から垂直姿勢へ回動させる際に、上及び下造型空間を規定できる造型機が開示される。上部スクイズ部材14は、その加圧面がマッチプレート11の上面に対向するように上鋳枠12内に挿入可能であり、その加圧面がマッチプレート上面及び上鋳枠12と共に上部造型空間を規定する。回動フレーム23は、上部スクイズ部材14の加圧面が垂直方向下方に向き付けられるべき水平姿勢と、当該加圧面が水平方向に向き付けられるべき垂直姿勢との間で、マッチプレート11を挟持した上鋳枠12及び下鋳枠13並びに上部スクイズ部材14を一体的に回動可能に支持する。垂直姿勢に固定された盛枠15は、マッチプレート11を挟持した上鋳枠12及び下鋳枠13が垂直姿勢にあるときに、下鋳枠13に対して当接する。下部スクイズ部材16は、加圧面が水平方向に向き付けられており、盛枠及びそれに当接した下鋳枠内に挿入可能である。下部スクイズ部材16の加圧面はマッチプレート下面、下鋳枠13、及び盛枠15と共に下造型空間を規定する。
(もっと読む)
造型機
マッチプレート造型機の油圧ユニット15は、高圧油を供給する油圧ポンプ20と、スクイズ工程を実行するための第1及び第2の油圧シリンダ系7及び10へ流体連通され、油圧ポンプ20からの高圧油をそれら油圧シリンダ系に供給する配管系21、25、及び26と、配管系に設けられたアキュムレータ22と、油圧ポンプ20からの高圧油の流れを、第1と第2の油圧シリンダ系7及び10に対してそれぞれ切換る第1及び第2の電磁方向切換弁23及び24と、第1と第2の油圧シリンダ系7及び10の高圧油の圧力を計測し、その計測値に対応する出力信号を発生する第1と第2の油圧センサ27及び28と、そのセンサからの出力信号を受け取り、その出力信号と、アキュムレータ22の高圧油に対する保持圧力以下の範囲内にある設定された設定値とに基づいて、第1と第2の電磁方向切換弁23及び24の切換えを制御する制御器29とを含む。 (もっと読む)
静圧造型機用造型監視モニタシステム
【課題】 静圧造型機の造型を遠隔的にモニタするシステムを提供する。
【解決手段】 静圧造型機用造型監視モニタシステムはロ−カルユニットを含んでおり、そのロ−カルユニットはそれに接続された通信ネットワークにアクセスし、センサが、ロ−カルユニットに接続されたロ−カルユニットの所望の属性を計測するために用いられ、ロ−カルユニットは計測される属性に対応して通信ネットワークに信号を送信する。通信ネットワークに接続された遠隔ユニットは、ロ−カルユニットから信号を受取るようにされており、それによって静圧造型機を生産造型の際に遠隔的にモニタする。
(もっと読む)
1 - 7 / 7
[ Back to top ]