
Fターム[4E096HA16]の内容
金属の引抜加工 (3,336) | 処理操作 (366) | 引抜操作 (62) | 塑性加工(引抜以外)を伴うもの (25) | 圧延 (7)
Fターム[4E096HA16]に分類される特許
1 - 7 / 7
マグネットワイヤ用銅線の製造方法
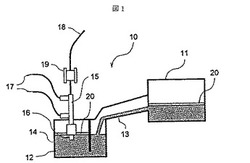
【課題】本発明の目的は、皮剥加工時の鋳造線材の強度を向上させることによって切削性を向上させ、厚皮剥ぎ加工を可能とするマグネットワイヤ用銅線の製造方法を提供することにある。
【解決手段】本発明は、銅溶湯を引き上げて鋳造線材を形成し、該鋳造線材をダイスを用いて皮剥ぎ加工するマグネットワイヤ用銅線の製造方法において、前記鋳造線材を冷間圧延によって伸線加工を行った後に前記皮剥ぎ加工することを特徴とするマグネットワイヤ用銅線の製造方法にある。
(もっと読む)
溶融はんだめっき線の製造方法

【課題】無酸素銅(OFC)を用いる場合に比して、軟質銅線を製造する上において、はんだめっき槽への浸漬時間をより短時間で行うことができ、更なるめっきラインの増速化を実現することができる溶融はんだめっき線の製造方法を提供する。
【解決手段】不可避的不純物を含む純銅に、2〜12massppmの硫黄と2を超え30massppm以下の酸素と4〜55massppmのチタンを含む希薄銅合金材料に対して最終線径に伸線加工を施して伸線材を作製する工程と、該伸線材を溶融はんだめっき槽に浸漬することで伸線材の表面に溶融はんだめっき層を形成する溶融はんだめっき工程とを備え、溶融はんだめっき工程の熱量によって伸線材を軟質銅線に変質させることを特徴とする溶融はんだめっき線の製造方法。
(もっと読む)
伸線材の表面加工方法、その装置および加工した伸線材
【課題】引抜或いは圧延により成形された伸線材の表面研磨加工方法を提供する。
【解決手段】表面に微細な突起を有する断面円弧形状の溝を備えかつ相対向して回転可能に配設されて伸線材Wを圧延可能な2対以上の圧延ロール間に、2対以上の圧延ロールの全部で伸線材の少なくとも全円周外面を囲むようにして伸線材を通過させて伸線材を圧延し、伸線材表面を薄層で塑性流動させながら平滑化するとともに伸線材表面に微細な凹凸を成形する工程と、伸線材を狭持可能に配設されかつ回転して粉粒体状で多面体の研削材を伸線材に薄膜帯状態に付着させるとともに伸線材に対して相対移動させる2対以上の弾性ロール53,54間に、2対以上の弾性ロールの全部で伸線材の少なくとも全円周外面を囲むようにして圧延ロール間を通った伸線材を通過させ、伸線材を研磨する工程と、を含むことを特徴とする。
(もっと読む)
極細金属線の製造方法
【課題】従来の伸線法における弱点を克服し、加工硬化による伸び性能の低下の少ない極細金属線を製造することのできる製造方法を提供する。
【解決手段】ダイス100の孔102に材料10Mを通して引き抜くことにより所定径の線材10を得る伸線加工工程を実施した後に、圧延加工工程を追加する。圧延加工工程では、製造しようとする極細金属線10Aの断面形状に対応した加工溝2を外周面に備える一対のロール1,1を回転させ、この一対のロール1,1aの各外周面1a,1a間に加工溝2によって形成される型孔3に、素材である線材10を通して一対のロール1,1により圧力を加えることにより、所定断面積の極細金属線10Aを圧延する。
(もっと読む)
太陽電池用はんだめっき線及びその製造方法並びに太陽電池
【課題】タフピッチ銅(TPC)を導体材料とした従来の太陽電池用はんだめっき線よりも0.2%耐力が低く、無酸素銅(OFC)を導体材料とした従来の太陽電池用はんだめっき線と同等又はそれ以下の0.2%耐力を備え、かつ低コストである太陽電池用はんだめっき線及びその製造方法並びに太陽電池を提供するものである。
【解決手段】本発明の太陽電池用はんだめっき線2は、太陽電池セル1に接合すべく、断面平角状に形成された導体3の表面の一部又は全部にはんだめっき4が被覆されたものであり、導体3を、Nb、Ti、Zr、V、Ta、Fe、Ca、Mg又はNiから選択される1種又は2種以上の硫黄親和性金属を含有し、残部が酸素含有量が10massppmを超える銅及び不可避的不純物である銅材で構成したものである。
(もっと読む)
電池用集電基体
【課題】 各種線材を伸線圧延処理することにより、バリがなく、且つ完全な表面処理が容易であるという、従来では見られない特性を有する電池用集電基体を提供すること。また、熱処理や表面処理することにより、防錆効果や塗装密着性がさらに向上した電池用集電基体を提供せんとする。
【解決手段】 金属の丸線材を、所定の基体幅に伸線圧延してなる電池用集電基体、及び線径0.3〜2.6mmの丸線材を伸線圧延して、幅1.5〜5mm、厚み0.05mm〜0.4mmに加工してなる前記電池用集電基体を構成した。
(もっと読む)
延伸圧延による継目無金属管の熱間製造方法。
【課題】ロータリローラダイスを採用するプッシュベンチミルを提案し、併せて傾斜圧延機によるタンデム圧延方法を提案する。
【解決手段】延伸圧延機としてプッシュベンチミルを採用する継目無金属管の熱間製造プロセスにおいて、プッシュベンチミルの非駆動のローラダイス群に替えて、非駆動のロータリローラダイス群を採用し、強制回転機能を有するマンドレルを駆動して一挙に非駆動のロータリローラダイス群を押し抜くことを特徴とする継目無金属管の熱間製造方法である。本方法によれば、プッシュベンチミル内においてマンドレルバーのストリッピングを可能とし、マンドレルバーリーラを省略し、併せてローラダイス基数の抜本的削減を図り、あわよくば、再加熱をも省略できる。さらに、継目無金属管製造の設備コストはもちろんのこと、ランニングコストの削減効果は極めて大きい。
(もっと読む)
1 - 7 / 7
[ Back to top ]