
Fターム[4E096HA19]の内容
Fターム[4E096HA19]に分類される特許
1 - 5 / 5
伸線装置及び素線の製造方法
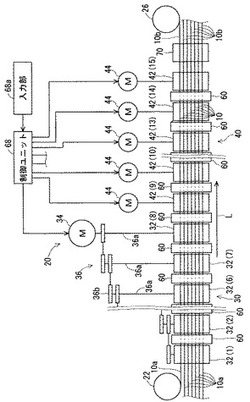
【課題】メンテナンス作業の簡易化を図りつつ、母線材の材質、目的となる仕上り線径等に応じて、線材の縮径変形度合の調整変更に容易に対応できるようにすること。
【解決手段】線材供給部22と、線材引取部26と、第1キャプスタン機構部30と、第2キャプスタン機構部40とを備える。第1キャプスタン機構部30は、複数の第1キャプスタン32(1)・・・32(8)と、1つの第1回転駆動源34と、第1回転駆動源34の回転駆動力を各第1キャプスタンに伝達する第1回転伝達機構部36とを有し、第2キャプスタン機構部40は、複数の第2キャプスタン42(9)・・・42(15)と、各第2キャプスタンを個別に回転駆動する複数の第2回転駆動源44とを有している。各第1キャプスタン32(1)・・・32(8)及び各第2キャプスタン42(9)・・・42(15)間にダイス60が設けられている。
(もっと読む)
内面溝付管及びその製造方法

【課題】本発明は、熱伝導性能に優れ、小型化、軽量化を図ることができ、省資源化を実現することができる内面溝付管及びこのような内面溝付管を効率よく安定して製造することができる製造方法の提供を目的とする。
【解決手段】設置部50上を引抜方向へ移動可能な可動手段33と、該可動手段33と設置部50の間で加工荷重Pを測定可能で荷重検出手段35と、巻取りドラム36を兼ねた引抜手段16を補助する補助引抜手段17と、補助引抜手段17とともに可動手段33上に設置され、素管11aを加工する縮径手段13、及び、溝加工手段14とを備えた製造装置12を用いて、加工荷重をP(N)、溝加工手段通過後の管の軸方向に対する断面積、破断応力をそれぞれAC1(mm2)、σM(N/mm2)としたとき、Pが(AC1×σM)の0.5倍から0.9倍の間になるよう前記補助引抜手段17を制御することを特徴とする内面溝付き管の製造方法。
(もっと読む)
伸線機における巻き出しトルク調整装置
【課題】伸線機において、伸線加工中の金属極細線の断線を防止して装置の稼動率の向上を図ること。
【解決手段】伸線されるべき金属極細線1を供給する巻き出しスプール2と、巻き出しスプール2から金属極細線1を巻き出す巻き出し手段7,8とを備えた伸線機において、巻き出しスプール2の回転軸に連結された出力軸を有する誘導電動機4を設け、巻き出しスプール2の回転により誘導電動機4に発生する発電制動力により、巻き出しスプール2から引き出される前記極細線1に張力をかけるようにする。
(もっと読む)
伸線機と伸線方法
【課題】 複数の伸線ユニットを連設した場合にも連設方向の寸法を小さくした伸線機を提供する。
【解決手段】 線材11をボビン21から繰り出す線材供給手段20と、伸線した線材11を巻き取る線材巻取手段60と、線材11を伸線するための伸線ユニット40とを備える伸線機であって、前記伸線ユニット40を、線材11を縮径する伸線ダイス56と、伸線した線材11をノンスリップで走行させるキャプスタン57と、前記伸線ダイス56の伸線方向と略平行に直線移動することにより線材11にバックテンションを付与するダンサローラ45とより構成し、前記線材供給手段20と前記線材巻取手段60との間に、複数の伸線ユニットを上流の横一列と下流の横一列の上下横二列に連設配置した構成。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】 溝付加工性等に優れる内面溝付管の製造装置を提供する。
【解決手段】 フローティングプラグ4と溝付プラグ5の間に、前記フローティングプラグ4の先に素管1aの引抜き方向に沿ってワイパー9、引抜き装置8、中間整形ダイス11を設けた内面溝付管の製造装置。素管1aの引抜き時におけるフローティングダイス2に負荷される荷重Fの最大値と最小値の差が500N以下である内面溝付管の製造方法。フローティングダイス2に取り付けられたロードセル21により、フローティングダイス2に負荷される荷重Fを検出し、素管1aを引き抜きながら前記荷重Fの経時的変化を電気信号に変換して制御部へ入力し、前記制御部は前記荷重Fの経時的変化を抑制するように引抜き装置8に信号を送信し、前記引抜き装置8が前記信号により回転トルクを制御しつつプーリ81に動力を伝達する内面溝付管の製造方法。
(もっと読む)
1 - 5 / 5
[ Back to top ]