
Fターム[4E096HA24]の内容
Fターム[4E096HA24]に分類される特許
1 - 7 / 7
ビードワイヤ、ビード、空気入りタイヤ及びビードワイヤの製造方法
【課題】強度で伸線性に富むことで所望の強度を有しつつ線径の小さいビードワイヤを提供する。
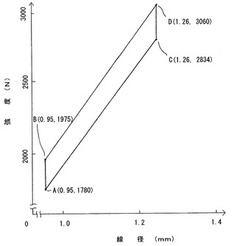
【解決手段】本発明のビードワイヤは、炭素を0.75〜0.90質量%で含むスチールよりなり、線径が0.95mm以上1.26mm以下であり、強度が、この線径をD(mm)、強度をN(N)とするとき、次式N=(3400〜3500)×D−(1350〜1450)を満たす。本発明のビードワイヤは、線材に、複数のダイスにより伸線を行い、ダイスを経た後の冷却速度を100℃/10秒以上とすることにより製造することができる。
(もっと読む)
塑性加工用鋼材およびその製造方法、並びに塑性加工製品
【課題】皮膜中にリン酸塩を含有しなくても、代表的な潤滑皮膜であるリン酸塩・石鹸皮膜と同等またはそれ以上の塑性加工性および耐食性を発揮する潤滑皮膜を備えた塑性加工用鋼材の製造方法を提供する。
【解決手段】鋼材表面に皮膜を備えた塑性加工用鋼材の製造方法であって、酸化剤として、ハロゲン、マンガン若しくは鉄の酸素酸若しくはその塩、または鉄の錯塩を用い、下記(a)または(b)の工程を含む方法である。
(a)前記酸化剤と、石鹸とを含有する水溶液に、鋼材を浸漬する工程
(b)前記酸化剤を含有する水溶液に鋼材を浸漬した後、上記鋼材を石鹸と接触させる工程
(もっと読む)
表面性状に優れたコイルまたはバーの製造方法

【課題】サプライスタンドでの巻き戻しの際に発生するスリ疵を防止できることはもちろんのこと、ショットブラスト時の脱スケール性の低下を招くことがなく、深さで(5/100)mmという精度の高い疵保証が可能であり、しかも、ショットブラスト設備のトラブルを生じることもなく高い生産性を確保することが可能な、表面性状に優れた鋼製のコイルまたはバーの製造方法の提供。
【解決手段】鋼製のコイル状の素材1をサプライスタンド3に載荷して巻き戻した後、ショットブラストによる脱スケール4を施してから伸線加工し、渦流探傷試験5を行うコイルおよびバーの製造方法であって、鋼製のコイル状の素材に予め潤滑剤を塗布して乾燥2させた後、サプライスタンド3に載荷する。
(もっと読む)
線材の製造方法および伸線設備
【課題】中間パテンティング処理を省略しても、二次伸線工程におけるボラックスの乾燥を良好とし、焼き付きや断線の生じない伸線加工を可能とする線材の製造方法及び設備を提供する。
【解決手段】線材表面の酸化物を除去する脱スケール工程と、前記線材表面に被膜液を付着させる被膜液付着工程と、前記線材に潤滑剤を付着させた後に前記線材を減面加工する伸線工程と、前記線材を加工昇温させる工程と、前記線材表面に更に被膜液を付着させる被膜液付着工程と、前記線材に潤滑剤を付着させた後に前記線材を減面加工する伸線工程とをこの順番で含むことを特徴とする線材の製造方法を実施する。
(もっと読む)
冷間引抜き加工方法、及び引抜き材製造方法
【課題】化成処理による下地を必要としない高い潤滑性を有する潤滑被膜を適した態様で形成させるとともに、該潤滑被膜が形成された素材の引抜き加工性を向上させることのできる冷間引抜き加工方法及び引抜き材製造方法を提供する。
【解決手段】金属の素材表面に潤滑被膜が形成された被加工材を冷間引抜き加工する方法であって、潤滑被膜を形成するために素材に供給される組成物が、溶媒と、ガラス転移温度が30℃以下で典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋されるとともに、組成物の固形分を100質量%とした場合に、25〜99質量%含有される樹脂と、ワックス粒子とを含有し、素材に組成物を供給する際に、該素材を表面温度で予め50〜130℃に加熱しておく。
(もっと読む)
表面品質の良好な高寸法精度管の高能率製造方法
【課題】外径偏差等の良好な高寸法精度管を製造するに際し、表面品質も良好な高寸法精度管を高能率に製造することができる表面品質の良好な高寸法精度管の高能率製造方法を提供する。
【解決手段】管4内にプラグ1を装入して、管押し機3によって管4をダイス2の孔に押し込んで通過させる押し抜き加工を行うに際して、押し抜き加工前の管4の外面に向けて、管外面用潤滑剤供給ノズル5aから第1の液体潤滑剤を噴射して、管4外面に液状の潤滑被膜を形成させるとともに、押し抜き加工前の管4の内面に向けて、管内面用潤滑剤供給ノズル5bから第2の液体潤滑剤を噴射し、熱風によって乾燥させて、管4内面に乾燥した潤滑被膜を形成させ、管4内にプラグ1を装入して、押し抜き加工を行う。
(もっと読む)
放電加工用多層コーティング電極線およびその製造方法
放電加工(EDM)用多層コーティング電極線は、電極線の交換なしに、被加工物を所望形状に高速で精密に加工することができ、この電極線の製造方法は、心線の製造段階、前記心線に亜鉛をコーティングする段階、前記コーティングされた心線を乾燥させる段階、前記コーティングされた心線を拡散熱処理する段階と、前記コーティングされた心線から製品を引き抜く段階、および前記コーティングされた心線を安定化処理する段階を順次実施することにより得られる。  (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]