
Fターム[4F202AA10]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527) | ポリエチレン系 (117) | エチレン−酢酸ビニル共重合体 (4)
Fターム[4F202AA10]に分類される特許
1 - 4 / 4
塗装成形品および塗装成形品の製造方法
【課題】樹脂塗料などの被覆材料の密着性に優れる、ポリ乳酸系樹脂組成物からなる塗装成形品およびその塗装成形品の製造方法を提供すること。
【解決手段】ポリ乳酸系樹脂(a)と、酢酸ビニル単位30重量%以上を含むエチレン−酢酸ビニル共重合体(b)と、を含有するポリ乳酸系樹脂組成物を成形して成形品を作製し、この成形品の表面を樹脂(c)で被覆することによって、樹脂(c)の密着性に優れる塗装成形品を得る。そして、この塗装成形品は、業務用食器や家庭用食器などの食器類、お盆、コップ、キャップなどの日用品、電気・電子部品、建築土木部材、自動車部品、または包装資材などの各種実用品に有効に利用することができる。
(もっと読む)
合成樹脂射出成形品の成形方法及び射出成形金型装置
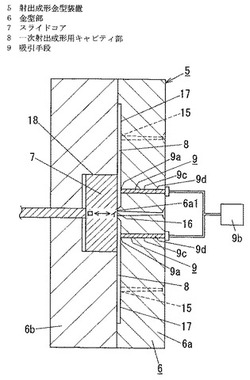
【課題】 スライドコアを後退させて二次射出成形用キャビティ部を形成する際に、スライドコアによる規制が解除された一次射出成形部の端部と金型部との間に隙間を発生させず、設計通りの外観となった合成樹脂成形品を成形できる。
【解決手段】 一次射出成形用キャビティ部8の端部付近のスライドコア7と対向する金型部6の部位に吸引手段9を設ける。一次射出成形用キャビティ部8に第一の樹脂10を一次射出成形により射出して一次射出成形部1を形成する。次に、スライドコア7を後退させて二次射出成形用キャビティ部13を形成すると共に、吸引手段9により一次射出成形部1の重複面12と反対側の外面の端部を吸引する。次に、二次射出成形用キャビティ部13に第二の樹脂14を二次射出成形により射出して二次射出成形部2を形成すると共に二次射出成形部2の一部を一次射出成形部1の上記重複面12に重複一体化させる。
(もっと読む)
組み立て箱のインモールド成形による成形法

【課題】 底板と側板及び隣接する側板を折曲自在に連結するヒンジ部の繰り返し使用に当たって割れが生じ難いように、インモールド成形によって変形性を有するシートまたはフィルムからなるヒンジ部を一体に連結した組み立て箱のインモールド成形による成形法を提供する。
【解決手段】 底板1と側板2及び隣接する側板2同士をヒンジ部3を介して折曲自在に連結する組み立て箱のインモールド成形による成形法である。底板1と側板2とを形成するための独立した複数のキャビティ部5に亘るように変形性を有するシートまたはフィルムSを配置して金型6を型閉めし、その後、前記キャビティ部5内に樹脂Pを射出充填して固化させて、各キャビティ部5にて成形された樹脂Pからなる底板1と側板2をシートまたはフィルムSからなるヒンジ部3を介して折曲自在に一体に連結した。
(もっと読む)
合成樹脂成形品及び合成樹脂成形品を成形するための金型装置
【課題】 圧縮成形において発生するバリを除去しなくてもバリが成形品の外部に露出しないようにできて成形品の商品価値を低下させない。
【解決手段】 第一樹脂6の圧縮成形により成形される成形品本体1の外周部に圧縮成形により発生するバリ部8を形成し、成形品本体1の外周部に成形品本体1と一体に第二樹脂7の射出成形により二次成形部2を成形すると共に該二次成形部2でバリ部8を一体に被覆する。
(もっと読む)
1 - 4 / 4
[ Back to top ]