
Fターム[4F202AD26]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 部分に特徴がある部材 (367) | 溶接ビード部 (5)
Fターム[4F202AD26]に分類される特許
1 - 5 / 5
合成樹脂製ボトルの成形方法と合成樹脂製ボトル
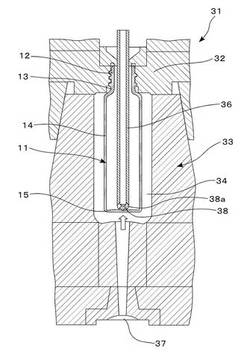
【課題】 本発明は、金型に垂下状に装着されたインサート材の不正な揺動変位を阻止することにより、射出成形される外殻体における偏肉を防止することを目的とするものである。
【解決手段】 ボトル本体11をインサート材とし有底筒状の透明な合成樹脂製の外殻体21を射出成形するボトル1の成形方法において、ボトル本体11の底部15に、中央に底面凹部15bを有する底面15aを形成し、ボトル本体11内に冷却エアaを循環供給するエアピン36の先端の押さえコア38に突起38bを設け、この突起38bを底面凹部15bに当接係止させて、エアピン36によりボトル本体11を揺動変位不能に保持した状態で外殻体21をインサート成形して、起立機能の安定したボトル1を得る。
(もっと読む)
樹脂製品の成形方法とそれに用いる成形装置

【課題】一次成形品に二次成形品を直接成形するに際し、一度セットされた金型はそのままにして複数個のキャビティに溶融樹脂材を順次射出して二次成形品を成形可能とし、成形サイクルを短縮してコストを軽減する。
【解決手段】一次成形品に二次成形品を直接成形する樹脂製品の成形方法であって、一次成形品(フェンダーライナ10)と金型22とによって複数個のキャビティ16および各キャビティに個別に通じるゲート25をそれぞれ構成する。そして、一つのキャビティに射出ユニット30からゲート25を通じて溶融樹脂材を射出し、そのキャビティに充填された樹脂材によって二次成形品(連結部材18)を成形する。ゲート25内の樹脂材が硬化した後に金型22はそのままに保持し、射出ユニット30を別のキャビティに移動させて溶融樹脂材を射出することを繰り返し、二次成形品を順次成形する。
(もっと読む)
複合成形体及び複合成形体の製造方法
【課題】材料の自由度が高く、簡素な構成で金属と樹脂とを接合できる複合成形体及び複合成形体の製造方法を提供する。
【解決手段】本発明は、厚さが2mm以下の金属板2と金属板2の一方の面2a上に形成された樹脂層3を有する複合成形体1であって、金属板2は、金属板2の他方の面2bから一方の面2aに向かって凹む凹部4と、凹部4の底面に形成され、凹部4の底面と一方の面2aとの間を貫通する貫通孔5と、を有し、一方の面上の貫通孔5の面積は、0.2〜100mm2であり、他方の面上の凹部4の面積は、0.5〜200mm2であり、凹部4に対応する一方の面側の突出量hは、金属板2の厚さの四分の一より大きく、かつ、樹脂層3の厚さより小さく、凹部4内に貫通孔5を通じて面2a上の樹脂層3と繋がる樹脂瘤部3aを有する。
(もっと読む)
タイヤ用ビード部材の製造装置、タイヤ用ビード部材の製造方法及びタイヤ用ビード部材
【課題】タイヤ用ビード部材を製造する際における未加硫ゴムの射出時間を短縮して、ゴム焦げを抑制する。
【解決手段】環状のビードコア14が配置される第1成形型11と、該第1成形型11に重ねた際に、前記ビードコア14の径方向外側において該第1成形型11との間にビードフィラー用のキャビティ18を形成するように構成され、該キャビティ18内に前記ビードフィラー用の未加硫ゴムを射出可能なように該キャビティ18に開口すると共に流路方向に沿って延びる溝が内壁面に形成されたノズル26が設けられた第2成形型12と、を有している。ノズル26の内壁面に溝を設けることで、該溝における未加硫ゴムの通過抵抗を、ノズル中央部よりも小さくして、ノズル26内における通過抵抗の原因である乱流の発生を抑制する。
(もっと読む)
ビード部材の成形型
【課題】型内でビードコアを確実に固定することができ、成形されたビード部材の取り出しも容易に行なえるビード部材の成形型を提供する。
【解決手段】環状のビードコア1aが配設されると共に、ビードフィラー1bを成形するための未加硫ゴム組成物がビードコア1aの径方向外側に供給される環状凹部9が形成された下型7と、環状凹部9を閉じてキャビティ11を形成する型締め位置と、環状凹部を開放する型開き位置との間で、下型7に対して相対変位可能に構成された上型8と、を備え、下型7と上型8の少なくとも一方のビードコア1aを支持する領域に、ビードコア1aを固定するための固定爪7a,8aが形成されている。固定爪7a,8aは、下型7と上型8の両方に形成される。
(もっと読む)
1 - 5 / 5
[ Back to top ]