
Fターム[4F202AP16]の内容
プラスチック等の成形用の型 (108,678) | 検出量又は監視量 (1,388) | 粘度 (9)
Fターム[4F202AP16]に分類される特許
1 - 9 / 9
樹脂の成形方法
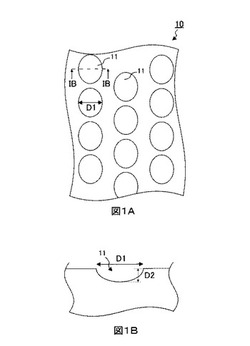
【課題】金属表面の微細凹凸パタンを高度に成形品に転写でき、しかも、生産性及び経済性に優れる樹脂の成形方法を提供すること。
【解決手段】本発明の樹脂の成形方法は、金型表面に設けられた微細凹凸パタンを樹脂表面に転写する樹脂の成形方法であって、あらかじめ二酸化炭素を1MPa〜15MPaの圧力でキャビティに充填してから、0.1重量%以上の二酸化炭素が溶解した液状樹脂をキャビティに充填する充填工程を有し、金型の微細凹凸パタンが、凹みの開口部(11)を楕円で近似した場合に、短軸の長さが3μm以下であり、凹みの深さと前記短軸の長さの比(前記凹み深さ/前記短軸の長さ)が0.5以上、4.0以下であることを特徴とする。
(もっと読む)
射出成形装置

【課題】溶融樹脂が間隙にどの程度侵入するか定量的に評価する射出成形装置を提供する。
【解決手段】固定型2と可動型3とキャビティ4と射出機8とを備える射出成形装置において、キャビティ4は、複数の樹脂侵入部6a〜6lを、射出された溶融樹脂の圧力が等しくなる位置に設けられている。開口部9a〜9lは、幅又は高さが互いに同一であり、他方が互いに異なる矩形形状である。キャビティ4は、中心に湯道7を備え、樹脂侵入部6a〜6lは、互いに等間隔に放射状に設けられている
(もっと読む)
金型の設計方法、金型の設計プログラム、金型、及び樹脂製品
【課題】樹脂の流動特性パラメータにばらつきがあるときの金型の最適形状を求めることが可能な金型の設計方法等を提供する。
【解決手段】樹脂B〜Dの粘度特性データが樹脂Aの粘度特性データとフィッティングするときの補正係数Sをそれぞれ求め、樹脂A〜Dの補正係数SとMFRとの相関関係を求める。相関関係に基づいて、樹脂XのMFRが任意の値を有する第1の場合、及び、樹脂XのMFRがサンプリング値となる第2の場合、について樹脂Xの粘度とせん断速度との関係を推定する。第1及び第2の場合の粘度とせん断速度との関係それぞれに基づいて、任意のキャビティ厚を有する部材50を用いた場合の射出成形解析を行い、この解析結果に基づき評価関数の値を求める。キャビティ厚を変更し一部ステップを反復実行することによって、最適な評価関数の値が得られるキャビティ厚を特定する。
(もっと読む)
金型、成形装置、中間成形体及び光学素子
【課題】例えば粘度の低い樹脂を用いて光学素子を容易に成形することができる金型、成形装置、中間成形体及び光学素子を提供する。
【解決手段】コア部材10,20は、熱硬化性樹脂の接触する面が一体となっているため、粘度が低い熱硬化性の樹脂が漏れ出る隙間がなく、従って高精度な光学素子の成形を行うことができる。又、嵌合隙間内で硬化した樹脂と成形樹脂が一体化して離型不良が発生するという問題が無く,更に嵌合隙間内でに固着した樹脂を取り除くといったメンテナンスも不要となる。これにより、極めて効率の良い成形が実現でき,低コスト高品位高性能の成形品を得ることが可能となる。
(もっと読む)
タイヤ製造用内型および該内型を用いたタイヤ製造方法
【課題】空気入りタイヤ(製品タイヤ)の外表面に発生するバリ、凹み(ベア)を効果的に抑制する。
【解決手段】内型11の外側にゴムリボン等を配置して未加硫タイヤ12を成形すると、該未加硫タイヤ12のゲージが不均一となることがあるが、内型本体40に外縁が密封状態で係止されたブラダ54と前記内型本体40との間の充填空間55に充填流体58を充填した内型11を用いると、加硫時に、ゲージの厚い部位ではブラダ54が内型本体40側に押し込まれて凹むよう変形し、ゲージの薄い部位ではブラダ54が未加硫タイヤ12の内表面に密着するよう膨出変形し、バリや凹みが発生する事態が効果的に抑制される。
(もっと読む)
樹脂材の射出成形方法
【課題】簡単な構成でキャビティ内の充填バランスを制御可能にし、高精度の成形品が得られるようにする。
【解決手段】射出成形装置1は、射出装置のスクリューを移動させて樹脂材を溶融させながら射出する際に、最初にスクリューの速度が一定になるように制御した後に、圧力が一定になるように切り替える。圧力一定の状態でスクリューの移動時間などから樹脂材の溶融粘度を求め、予め定めてある許容範囲と比較し、現在の樹脂材の粘度が高精度な成形に適した粘度であるか判定する。
(もっと読む)
遊技盤の成形方法及び成形金型
【課題】合成樹脂製の遊技盤の成形において、ウェルドの発生を防止すること。
【解決手段】キャビティ室35内に溶融状態の合成樹脂を射出し、未硬化の状態で釘用下穴ピン37をキャビティ室35内に突出させ、キャビティ室35内で合成樹脂(遊技盤1)が固化したら、釘用下穴ピン37を引き抜いた後に型開する。射出、充填時に釘用下穴ピン37がキャビティ室35に無いので、釘用下穴ピン37が原因となってウェルドが発生することはない。型開に先立って、遊技盤1を金型30で保持した状態で抜くので、釘用下穴ピン37を確実に遊技盤1から引き抜くことができる。
(もっと読む)
射出成形円筒回転部品
【課題】 特定の形状精度を有することにより得られる回転精度の高い円筒回転部品を提供すること。
【解決手段】 外周と軸穴の各円筒度の平行度が部品高さあたり5μm/mm未満を満たす射出成形円筒回転部品。或いは軸穴への嵌合率が20%以上であり、かつ外周の部品高さあたりの円筒度が10μm/mm未満であることを満たす射出成形円筒回転部品。
(もっと読む)
樹脂特性測定装置及び樹脂特性測定方法
【課題】 樹脂量が少ない場合であっても十分なデータにより緻密で精度の高い樹脂特性を得るとともに、幅広いデータにより新規素材等に対する信頼性の高い評価を行う。
【解決手段】 成形品を成形可能なキャビティ4と、外部から供給された被測定溶融樹脂Rをキャビティ4に供給可能な第一樹脂通路5と、この第一樹脂通路5の中途位置から分岐した第二樹脂通路6と、この第二樹脂通路6の先端に接続したプランジャユニット7と、第一樹脂通路5における分岐部の接続状態を切換える切換器8とを有する樹脂回路3を設けた金型部2を備えるとともに、樹脂回路3に被測定溶融樹脂Rを供給した際の物理量を検出する一又は二以上の物理量検出器9at,9ap…を有する測定部9を備える。
(もっと読む)
1 - 9 / 9
[ Back to top ]