
Fターム[4F202AP17]の内容
プラスチック等の成形用の型 (108,678) | 検出量又は監視量 (1,388) | 溶融状態 (5)
Fターム[4F202AP17]に分類される特許
1 - 5 / 5
成形装置及び成形方法
【課題】 熱プレス成形工程において成形素材の状態を精度よく判定することを課題とする。
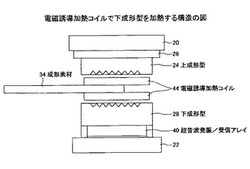
【解決手段】 加熱した成形型24,28で成形素材34を加圧する。超音波発振/受信装置40は、成形型28に超音波を発振し、成形型28の表面で反射されて戻ってきた超音波反射エコーを受信する。制御部32は、超音波発振/受信装置40から供給される、超音波反射エコーの強度を表す信号に基づいて、成形型内における成形素材34の状態を判定する。
(もっと読む)
樹脂成形機

【課題】樹脂の溶融状態及び混練状態を正確に確認することができる樹脂成形機を提供する。
【解決手段】樹脂成形機1は、シリンダ3と、シリンダ3に連接して設けられた管状のダイ54と、シリンダ3内部に設けられたスクリュ2と、シリンダ3又はダイ54の内部の溶融樹脂が視認できるようにシリンダ3又はダイ54の外表面に設けられた窓8と、を有している。そして、窓8は、CaF2の単結晶、CeF3の単結晶、Gd2SiO5の単結晶、又は、Y3Al5O12の単結晶、で構成されている。
(もっと読む)
射出成形金型、射出成形品の製造方法、および射出成形品
【課題】薄肉で高い精度を必要とする射出成形品であっても、転写精度の高い射出成形をすることができる射出成形金型、射出成形品の製造方法、および射出成形品を提供する。
【解決手段】第1の金型と、前記第1の金型と協働してキャビティを形成する第2の金型と、前記キャビティ内に溶融樹脂を充填する流路であるランナと、前記ランナの前記キャビティが形成される側に設けられ、前記ランナよりも流路断面積の小さい狭隘部と、前記狭隘部の温度を調整可能とする温度調整手段と、前記狭隘部の前記キャビティが形成される側に設けられ、前記溶融樹脂の流速を減速させる流速調整部と、を備えたこと、を特徴とする射出成形金型が提供される。
(もっと読む)
金型の設計方法、金型の設計プログラム、金型、及び樹脂製品
【課題】樹脂の流動特性パラメータにばらつきがあるときの金型の最適形状を求めることが可能な金型の設計方法等を提供する。
【解決手段】樹脂B〜Dの粘度特性データが樹脂Aの粘度特性データとフィッティングするときの補正係数Sをそれぞれ求め、樹脂A〜Dの補正係数SとMFRとの相関関係を求める。相関関係に基づいて、樹脂XのMFRが任意の値を有する第1の場合、及び、樹脂XのMFRがサンプリング値となる第2の場合、について樹脂Xの粘度とせん断速度との関係を推定する。第1及び第2の場合の粘度とせん断速度との関係それぞれに基づいて、任意のキャビティ厚を有する部材50を用いた場合の射出成形解析を行い、この解析結果に基づき評価関数の値を求める。キャビティ厚を変更し一部ステップを反復実行することによって、最適な評価関数の値が得られるキャビティ厚を特定する。
(もっと読む)
金型装置、インサート成形品及びインサート成形方法
【課題】 簡単な構成で成形品にピン跡を残さないようにできる金型装置を提供する。
【解決手段】 金型装置100は、一対の金型10、20により形成されるキャビティCと、キャビティC内に溶融樹脂を射出充填するゲート24と、キャビティCに出没自在に設けられ、キャビティC内のインサートAを保持する複数の保持ピン30と、キャビティCに射出充填された溶融樹脂Mの流動状態を検出する圧力センサ60と、圧力センサ60の検出結果に基づきゲート24側から順次保持ピン30を引き抜くよう制御する制御手段50とを備える。これにより、ピン跡となる部位に樹脂を補填する専用の部品を用いることなく、ピン跡を残さないインサート成形品を成形することができる。
(もっと読む)
1 - 5 / 5
[ Back to top ]