
Fターム[4F202AP18]の内容
プラスチック等の成形用の型 (108,678) | 検出量又は監視量 (1,388) | 回数、段数 (7)
Fターム[4F202AP18]に分類される特許
1 - 7 / 7
テンプレート洗浄装置
【課題】テンプレートの洗浄時間を短縮できるテンプレート洗浄装置を提供すること。
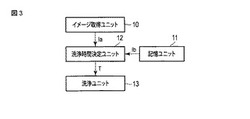
【解決手段】実施形態のテンプレート洗浄装置は、表面に凹凸パターンおよび溝部が形成されているインプリント用のテンプレートの前記溝部のイメージを取得するためのイメージ取得手段10を具備する。実施形態のテンプレート洗浄装置は、さらに、前記イメージ取得手段10により取得された前記溝部のイメージと、予め取得しておいた基準イメージとを比較して、前記テンプレートの洗浄時間を決定する機能を含む洗浄時間決定手段12を具備する。実施形態のテンプレート洗浄装置は、さらに、前記洗浄時間決定手段12により決定された洗浄時間に基づいて、前記テンプレートを洗浄するための洗浄手段13を具備する。
(もっと読む)
型締装置の型厚調整ナットの潤滑方法

【課題】型厚調整を行わなくとも型厚調整ナットの潤滑を良好に行い得る方法を提供する。
【解決手段】受圧盤2の裏面に回動自在に取付けられ、固定盤に固着したタイバ3の先端を螺合しつつ回動して前記タイバ3の有効長を変化させることにより型厚調整を行うとともに、トグル式又はクランク式の型締機構を有する型締装置1による型締時に前記受圧盤2に作用する力を受けて前記タイバ3に伝達する型厚調整ナット4を潤滑する方法において、成形運転中に、前記受圧盤2が所定距離を越えて移動しないときの時間か又は、前記受圧盤2が所定距離を越えて移動しないときの生産数を積算し、その積算量が第1の所定値に到達したときに発せられる第1の信号に基づいて、成形運転以外のときに、前記受圧盤2を前記所定距離以上に移動させる。
(もっと読む)
成形品取り出し機
【課題】不慣れな操作者でも設定でき、しかも設定の誤りを従来よりも低減できる成形品取り出し機を提供する。
【解決手段】成形品取り出し機は少なくとも段取り替え機構10、制御装置20および成形品取り出し機構40からなり、現在の成形品Pとは異なる成形品Pの取り出しに移行するに際して行う段取り替えについて、段取り替えごとに固有の符号を付したデータファイルを記憶する記憶手段と、設定されたデータファイルに記述された段取り替えデータに従って段取り替えを行うように制御する制御手段とを備える。さらに、記録媒体に記録されたコード情報を読み取るコードリーダ22a(情報読取手段22)と、コードリーダ22aで読み取ったコード情報に基づいて符号を取得する符号取得手段と、符号取得手段によって取得された符号が付されたデータファイルを記憶手段からロードして設定するデータ設定手段とを有する。
(もっと読む)
電子的なカウンタを有する射出成形型
【課題】本発明の課題は、少なくとも2つの型半部(1,2)を有し、これらの型半部(1,2)の少なくとも1つの型半部(1)が他の型半部(2)に対し相対的に、射出成形型を開閉するために移動可能であり、アクチュエータ(3a)と該アクチュエータ(3a)の作用によって信号を発するセンサエレメント(3b)によって射出成形型の閉鎖過程の数を検出する電子的なカウンタ(4a)を有する計数装置を備えている射出成形型であって、計数装置が該当する型半部から突出しないか又はわずかにしか突出しないようにすること。
【解決手段】前記センサエレメント(3b)が第1のケーシング(3)内に配置されており、前記カウンタ(4a)が前記第1のケーシング(3)の外側に配置され、前記センサエレメント(3b)と電気的な接続導体(5)を介して接続されていること。
(もっと読む)
形成用部材能力推定システムおよびその方法
【課題】 形成用部材の形成作業に伴う消耗度の推定または予測を簡易に行うことを可能とする形成用部材能力推定システムおよびその方法を提供することを目的とする。
【解決手段】 購買部PC200は、ユーザの操作に基づき、管理サーバ100に対して部材品番および部材の発注数を送信する。管理サーバ100は、それらを受信し、金型情報DB110を参照して部材品番に対応する金型関連情報を取得する。管理サーバ100は、発注数と金型関連情報とに基づいて、金型の推定追加ショット数、金型性能情報を演算する。管理サーバ100は、推定追加ショット数、金型性能情報等を表示するための閲覧画面データを購買部PC200に対して送信する。購買部PC200のユーザは、閲覧画面の内容に基づき、部材の発注数に応じて金型性能情報(例えば、金型の消耗度等)がどの程度になるかを判断することができる。
(もっと読む)
成形品の製造方法
【課題】 組立機の異常停止により生ずる、成形品のストッカへの蓄溜数に応じて、射出成形機から成形される成形品の数量を調整することができる成形品の製造方法を提供する。
【解決手段】 射出成形機で成形した成形品を金型から取出す工程と、前記金型から取出した成形品をストッカに一時蓄溜する工程と、前記ストッカから前記成形品を組立機に搬送する工程と、前記ストッカに蓄溜されている前記成形品の数量を検出する工程を有し、前記ストッカに蓄溜された数量が第一の所定量以上の時、前記射出成形機の自動動作が自動的に一時停止することを特徴とする。
(もっと読む)
射出成形機の制御装置
金型10の開放から閉成に至るまでの工程における、閉成指令信号に同期して、多数の時点のモータ3に流れる電流値X(t)を記憶するメモリ29rと、メモリ29rから読み出した電流値X(t)に対応する時点毎の平均値Mx(t)、分散値Vx(t)を求める平均・分散算出手段と、(A−1)回までの任意の回数における前記平均値Mx(t)、分散値Vx(t)を用いて次式のようにして前記時点毎の電流閾値Xf(t)を求める閾値算出手段と、Xf(t)=Mx(t)+N・{Vx(t)}1/2ここで、Nは、定数で≧3時点毎における電流閾値Xf(t)と電流値X(t)とを比較することにより電流値X(t)が電流閾値Xf(t)を予め定められた回数mを、超えることにより異常と判断する異物判定部29と、を備えたものである。  (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]