
Fターム[4F202CM68]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 離型剤 (1,022) | 充填剤、添加剤、配合剤 (97) | 滑沢剤、粘稠剤 (21)
Fターム[4F202CM68]の下位に属するFターム
無機材料によるもの (15)
Fターム[4F202CM68]に分類される特許
1 - 6 / 6
フィルム延伸機における給油方法および装置
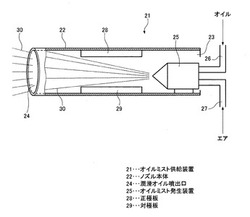
【課題】フィルムのための延伸機において、人手を要することなしに容易に、しかも連続的かつ迅速に、狙った箇所のみに潤滑オイルを供給できるようにする。
【解決手段】延伸機にオイルミスト給油を行うに際し、オイルミストに電荷を持たせる。延伸機における給油が必要な箇所は、オイルミストとは逆電荷を持つ素材で形成するか、またはその素材でコーティングする。延伸機における給油が不要な箇所は、オイルミストと同電荷を持つ素材で形成するか、またはその素材でコーティングする。オイルミスト供給装置21は、オイルミスト発生装置25で発生されたオイルミストに電荷を持たせるための電荷付与装置28、29を備える。電荷を持たせたオイルミストは、潤滑オイル噴出口24から、給油が必要な箇所に向けて噴出される。
(もっと読む)
ゴムホースの製法
【課題】アバタ等の外観不良が生じず、マンドレルの差し込み、抜き取り等の作業性に優れたゴムホースの製法を提供する。
【解決手段】マンドレルに未加硫ゴムホースを嵌挿するに際し、マンドレルの外周面および未加硫ゴムホースの内周面の少なくとも一方に予め下記(X)の水性液を塗布する工程と、上記マンドレルに未加硫ゴムホースを嵌挿した状態で未加硫ゴムホースを加硫する工程と、上記加硫工程を経た後で加硫されたゴムホースからマンドレルを引き抜く工程とを備えたゴムホースの製法である。
(X)下記(A)と(B)との混合液からなり、粘度が2000〜5000mPa・sの範囲に調整された水性液。
(A)水分量が40〜94重量%の範囲のシリコーン系エマルジョン。
(B)水溶性増粘剤。
(もっと読む)
水性離型剤およびポリウレタン成形品の製造におけるその使用
【課題】 水性離型剤およびポリウレタン成形品の製造におけるその使用を提供する。
【解決手段】 本発明の対象は、ポリウレタン成形品を製造するための水性離型剤分散系であって、
A)石鹸、油、ワックスおよびシリコーンからなる群からの剥離活性剤を少なくとも1つと、
B)乳化剤と、
C)必要に応じて、フォーム安定剤と、
D)必要に応じて、粘性修飾剤と、
E)必要に応じて、助剤および添加剤と、
F)少なくとも1つのアルカリカルボキシレートまたはアルカリ土類カルボキシレートと、
G)水と
を実質的に含有する水性離型剤分散系である。
(もっと読む)
水性離型剤およびポリウレタン成形品の製造におけるその使用
【課題】水性離型剤およびポリウレタン成形品の製造におけるその使用を提供する。
【解決手段】本発明は、
A)石鹸、油、ワックス、およびシリコーンからなる群からの離型性を有する少なくとも1種の薬剤と、
B)乳化剤と、
C)所望により、整泡剤と、
D)所望により、粘度調整剤と、
E)所望により、助剤および添加剤と、
F)少なくとも1種のカルボン酸ビスマスと、
G)水と
を実質的に含む、ポリウレタン成形品を製造するための水性離型剤分散液を提供する。
(もっと読む)
金型及びその製造方法

【課題】 潤滑剤の保持性能が高く高寿命のプレス金型及びその製造方法を提供する。
【解決手段】 プレス金型1の成形型部4の先端部にテーパ部2とポンチ部3が形成されている。テーパ部2とポンチ部3は、金型部材の表面にCr被膜とDLC被膜からなる硬質被膜を形成してなり、成形型部4のうちのノズルプレートと接触する成形型面5には、複数の凹部10からなる微小深さの潤滑剤溜11が規則的な配列パターンで形成されている。潤滑剤溜11は、金型の摺動方向に尖った鋭角部を有するので、ノズルプレートをプレス成形加工する場合、潤滑剤溜11に溜められた潤滑剤が過剰に流出するのを防ぎつつ、成形型面全域に潤滑剤を供給し得るので、潤滑剤の保持性能が向上する。
(もっと読む)
可塑性素材の成形方法
【課題】 成形型と可塑性素材との摩擦係数に応じて冷却速度を調整することにより、成形品の形状精度の向上を図ることができ、また、冷却速度を速くしてサイクルタイムを短縮することができる可塑性素材の成形方法を提供する。
【解決手段】 加熱溶融させた可塑性素材16を成形型11,12によりプレス成形した後に冷却する可塑性素材の成形方法において、可塑性素材16と成形型11,12との摩擦係数に応じて、可塑性素材16の冷却速度を設定する。また、可塑性素材16と成形型11,12との摩擦係数が0.1以下のときに、冷却速度を0.3℃/秒以上とする。さらに、可塑性素材16を成形型11,12でプレス成形する前に、成形型11,12にカーボン19を付着させて、可塑性素材16と成形型11,12との摩擦係数を低くする。
(もっと読む)
1 - 6 / 6
[ Back to top ]