
Fターム[4F203AG23]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 一般形状、構造物品(用途物品優先) (571) | 部分(細部) (88) | 端部(上下部、頭底部、前後部) (10)
Fターム[4F203AG23]の下位に属するFターム
フランジ部を有するもの (1)
Fターム[4F203AG23]に分類される特許
1 - 9 / 9
スパイクタイヤ用加硫金型およびスパイクタイヤ
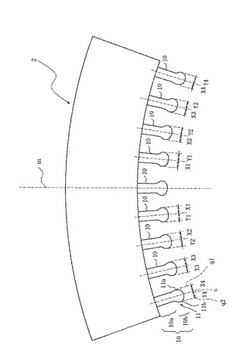
【課題】型抜きに起因してスパイクピン打込み孔を形成する突起部によってスパイクピン打込み孔の周囲にクラックが形成されるのを防止する。
【解決手段】スパイクタイヤ用加硫金型1は、複数個のセクターモールド2によって円環モールド3を形成してなる。セクターモールド2に配設された突起部10は、先端側部分10bに基端側部分10aに比べて径の大きい膨出部11を有する。突起部10のうち、ラジアル線m上の位置から離れた位置にある突起部10の先端側部分10bの膨出部11は、円環モールド3の周方向断面で見て、ラジアル線mを含む平面に近い側の外面部分である第1外面部分11aと、平面から遠い側の外面部分である第2外面部分11bとで構成され、第1外面部分11aから突起部10の軸線sまでの距離である第1膨出距離X1、X2、・・・、Xnが、第2外面部分11bから突起部10の軸線sまでの距離である第2膨出距離Y1、Y2、・・・、Ynよりも小さい。
(もっと読む)
タイヤ加硫機およびタイヤ加硫方法

【課題】ローカバーの一時保管に広い保管スペースを必要とせず、しかも加硫工程においてTWISTの発生を抑制する。
【解決手段】横置きに設置されたローカバーの上型ビード部ではローダーを用い、また下型ビード部ではローカバー受け台のセンターリング装置を用いて、以下の式(1)により表されるビード変形度が、各ビード部において100〜105%となるように上下ビード部を同時に矯正するビード変形度矯正手段と、上型ビード部と下型ビード部の平行からのずれ角度より表されるビード平行度が5°以下となるように矯正するビード平行度矯正手段とを有しているタイヤ加硫機、および前記タイヤ加硫機により行うタイヤ加硫方法。
ビード変形度(%)=(a/b)×100 (1)
但し、a:ビード部における外接円の径
b:ビード部における内接円の径
(もっと読む)
タイヤ加硫方法およびタイヤ加硫金型
【課題】セリアルプレート48の落下を抑制することで、タイヤの生産能率を向上させる
【解決手段】上モールド28の保持されているセリアルプレート48に小孔53を形成する一方、上モールド28のサイドウォール部型付け面29に前記小孔53に連通する連通穴59を形成し、加硫時に未加硫タイヤ12のゴムを小孔53、連通穴59に流入充満させたので、該流入、充満したゴムは加硫によって加硫済タイヤと一体化した小突起となる。ここで、このような小突起は小孔53から抜けづらいため、セリアルプレート48が加硫済タイヤから離脱するのを阻害する。
(もっと読む)
タイヤ加硫用金型及びそれにより加硫された空気入りタイヤ
【課題】リムガードを有する空気入りタイヤを製造するときに加硫時の空気溜まりの発生に起因する外観不良を抑制する。
【解決手段】
空気入りタイヤ1のリムガード7の側面9に、タイヤ子午線方向に延びる多数のリッジを設けた。リムガード7の突端面(頂上)8に、タイヤ子午線方向に延びる多数のリッジ、及びタイヤ周方向に延びる1本のリッジを設けた。サイドモールド22の内面に、リムガード7に対応する凹部22aを設け、その側面22b及び底面22cに、前記リッジに対応する溝を設けた。加硫時のゴムの凹部22aへの流動が溝により促進される。凹部22a内の空気は底面22cのベントホール22dから逃げる。
(もっと読む)
空気入りタイヤの製造方法
【課題】加硫済みタイヤのPCI工程におけるビード部付近の加硫不足を効果的に防止する空気入りタイヤの製造方法を提供する。
【解決手段】未加硫タイヤを加硫金型で加硫した後、該加硫金型から離型した加硫タイヤTを上下一対の金属製リム2,3にリム組みし、インフレート状態で冷却しながら後加硫を行う空気入りタイヤの製造方法において、リム2,3を加熱しながら後加硫を行うことを特徴とする。
(もっと読む)
空気入りタイヤ、及び、それを製造する加硫成形装置
【課題】トレッド部金型とサイド部金型との当接部附近での製品不良の発生を効果的に抑えた空気入りタイヤ、及び、それを製造する加硫成形装置を提供することを課題とする。
【解決手段】加硫成形装置50は、トレッド部を加硫するトレッド部金型52と、加硫成形時にはトレッド部金型52に当接してサイドウォール部14を加硫するサイド部金型とを有する。サイド部金型は、上金型部54Uと下金型部とで構成される。この加硫成形装置50を用いて加硫成形した空気入りタイヤ10のバットレス部26には、先端が尖っていてタイヤ周方向に連続する1本の突起28が形成されている。この突起28は、トレッド部金型52とサイド部金型との境界で成形される。トレッド部金型52とサイド部金型との境界の金型形状は、金型内側から見て隙間が徐々に狭くなっている。従って、加硫成形装置50を閉にする際、空気はこの境界からスムーズに排出される。
(もっと読む)
ゴムホース製造
【課題】一端側が内外径共に縮径状に賦形されたゴムホースを製造する際の内外径の縮径作業の簡略化と品質向上を図る。
【解決手段】ホース一端側の外径縮径用の外径縮径ジグ150の装着に際し、作業者は、外径縮径ジグ150を、ガイドシャフト部118を案内にしてゴムホース素材PGHの側に押し込む。これにより、ゴムホース素材PGHは、その端部側から外径縮径ジグ150の縮径賦形嵌合孔152に入り込み、その外径において縮径賦形嵌合孔152で縮径され、内径は、縮径賦形シャフト部114にて縮径される。こうした外径縮径ジグ150の嵌め込み装着は、縮径賦形シャフト部114と同軸のガイドシャフト部118により、ゴムホース素材PGHに対してセンター合わせができた状態での装着となる。
(もっと読む)
タンクの複合材継手の成形方法
【課題】タンクが大型のものであったとしても、歪みなどの変形を伴うことなく複合材継手を成形することが可能であるタンクの複合材継手の成形方法を提供する。
【解決手段】略半球状を成す端部2を有する複合材からなるタンク1に複合材を複数層積層して、このタンク1の外周面4と略面一を成して略半球状端部2を取り囲む継手部5を成形するに際して、タンク1と同じ径の円筒状マンドレル10をタンク1の略半球状端部2に同軸に取り付け、低摩擦素材としてのポリテトラフルオロエチレンから成るシート12を円筒状マンドレル10の外周面11に2枚積層した後、この低摩擦素材シート12で覆われた円筒状マンドレル10の外周面11とタンク1の外周面5とに跨って複合材を複数層積層して加熱硬化させることにより、複合材継手部5を成形する。
(もっと読む)
成形用金型
【課題】一体成形加硫された基布入りゴムの加硫シートを仕上げ治具に装着する場合、製品の向きと金型の割り位置との関係から仕上げ治具と反対方向に向って加硫シートのシートバリのソリが発生する場合であっても、仕上げ治具に設けられている真空引きの部分でシートバリのソリを矯正することができる加硫シートを成形加硫することができる成形用金型を提供する。
【解決手段】加硫シート11を製品12毎に打ち抜くために装着する仕上げ治具21に設けられている真空引き部分22に対応する加硫シート11のシートバリ13の部位に凸部14を形成させることができる成形用金型とした。
(もっと読む)
1 - 9 / 9
[ Back to top ]