
Fターム[4F203DJ26]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 予備成形品の供給 (377) | 供給の調整 (23)
Fターム[4F203DJ26]の下位に属するFターム
供給位置の (19)
Fターム[4F203DJ26]に分類される特許
1 - 4 / 4
ベルト成形体の成形装置、及び、ベルト成形体の成形方法
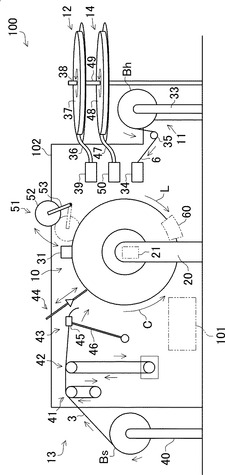
【課題】ベルト輪状体の積層成形工程から帆布の巻き付け工程までを一つの装置で一貫して実行できる、ベルト成形体の成形装置を提供する。
【解決手段】上記ベルト成形体7は、圧縮ゴム層2と心線3、伸張ゴム層4を含む積層物であるベルト輪状体5に帆布6を被覆して成る。上記成形装置100は、前記ベルト成形体7と嵌合する溝27を外周に有する成形型10と、前記帆布6を前記成形型10の上記溝27上に供給する帆布供給部11と、前記圧縮ゴム層2に相当するV芯36を前記帆布6の外周側に供給するV芯供給部12と、前記心線3を前記V芯36の外周側に供給する心線供給部13と、前記伸張ゴム層4に相当する上芯47を前記心線3の外周側に供給する上芯供給部14と、を備える。
(もっと読む)
金型

【課題】支持部材に対して確実に脚部を成型することのできる金型を提供すること。
【解決手段】型を閉めた際にキャビティ内の圧力を圧力センサ58で計測し、キャビティ内に充填されたゴム材料Gの圧力が予め設定した所定圧力(脚部20A、20Bにゴム材料Gが確実に加硫接着されるに必要な圧力)に至ったか否かを判定し、型を閉めた際のキャビティ内の圧力が所定圧力以上であると判定された場合には、所定時間、所定温度で加硫成形を行う。これにより、支持部材16の両縁部18A、18Bにそれぞれ脚部20A、20Bを確実に加硫接着できる。
(もっと読む)
複合ゴムテープの製造方法及びゴム製筒体の製造方法
【課題】外観が円錐台形状のゴム製筒体の全体又は外面ゴム層を形成する材料として好適に使用可能な複合ゴムテープを提供するとともに、係る複合ゴムテープを用いたゴム製筒体の製造方法を提供する。
【解決手段】未加硫ゴムと短繊維1とを混合して得られる複合ゴムを、押出装置2に形成されたスリット状の押出口6から押し出すことによって、長さ方向Aに短繊維1が配向した複合ゴムテープ3を製造する方法であって、前記押出口6が円弧状のスリット形状とされ、押出口6から押し出された複合ゴムテープ3をさらに長さ方向Aに引張ることにより、複合ゴムテープ3の厚みの変化を抑制しつつ、テープ幅を変化させるようにする。
(もっと読む)
タイヤ加硫のサイズ割付方法およびタイヤの製造方法、ならびに加硫プロセスの設定方法
一群のサイズのそれぞれをタクトタイム別の複数のグループに分類し、一群のサイズの中から同じグループに属するサイズだけを選んで複数の加硫ステーションに、そこで加硫するタイヤのサイズを割り付けることにより、グリーンタイヤの中間在庫を必要することなく、所定のタクトタイムで複数のサイズのタイヤを混流して加硫することのできる。  (もっと読む)
(もっと読む)
1 - 4 / 4
[ Back to top ]