
Fターム[4F204AQ02]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 検出手段の特徴 (37) | 波動的手段(←超音波) (4)
Fターム[4F204AQ02]に分類される特許
1 - 4 / 4
成形装置及び成形方法
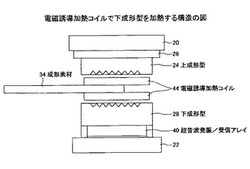
【課題】 熱プレス成形工程において成形素材の状態を精度よく判定することを課題とする。
【解決手段】 加熱した成形型24,28で成形素材34を加圧する。超音波発振/受信装置40は、成形型28に超音波を発振し、成形型28の表面で反射されて戻ってきた超音波反射エコーを受信する。制御部32は、超音波発振/受信装置40から供給される、超音波反射エコーの強度を表す信号に基づいて、成形型内における成形素材34の状態を判定する。
(もっと読む)
光学素子の製造方法及び製造装置

【課題】ガラス素材の加熱時の軟化状態を把握して最適な成形を行う。
【解決手段】光学素子の製造装置10は、ガラス素材45を加熱軟化して成形するものであり、ガラス素材45を気体で浮遊させながら加熱する加熱筒40と、加熱したガラス素材45の変形を検知するカメラ51と、変形の検知結果に基づいてガラス素材45を取り出す取り出し蓋41と、取り出したガラス素材45をプレスする上型20及び下型21と、を有する。
(もっと読む)
繊維強化プラスチックの成形状況モニタリング方法
【課題】FRPの成形において、成形中の液状体の含浸状況を経時的に正確にモニタリングし、未含浸部が残存せず厚さが均一な良好な成形体を得ること。
【解決手段】成形型内に配置した板状の強化繊維基材への液状体の含浸過程において、前記強化繊維基材の第1の面の側から周波数400〜600kHzの音波を送信し該強化繊維基材の第2の面の側で、前記音波を受信し、受信する音波強度の変化により該液状体の含浸状況を検出し、かつ、受信する音波の送信から受信までに要した時間から該液状体が含浸した前記強化繊維基材の厚さを測定することを特徴とする、繊維強化プラスチックの成形状況モニタリング方法。
(もっと読む)
RTM成形型およびRTM成形方法
【課題】 本発明は、上記問題点に鑑み、樹脂の流動先端を検知するセンサの繰り返し使用を可能とするRTM成形型およびRTM成形方法を提供することを目的とする。
【解決手段】 本発明にかかるRTM成形型によれば、第1型(1)と、第1型(1)と組み合わされた状態で樹脂が注入される中空部(10)を形成するとともに、中空部(10)に対して隔壁(9)を介して溝部(11)が形成された第2型(2)と、中空部(10)を流動する樹脂を検出する超音波センサ(6)と、超音波センサ(6)は、溝部(11)に設けられるとともに、隔壁(9)に取り付けられていることを特徴とする。このため、離型の際に超音波センサ(6)が損傷を受けずに型に残り、超音波センサ(6)を繰り返し使用することが可能となる。
(もっと読む)
1 - 4 / 4
[ Back to top ]