
Fターム[4F204EW39]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形品の後処理・後加工 (309) | 成形品の検査 (4)
Fターム[4F204EW39]に分類される特許
1 - 4 / 4
成形品成形装置および成形品成形方法
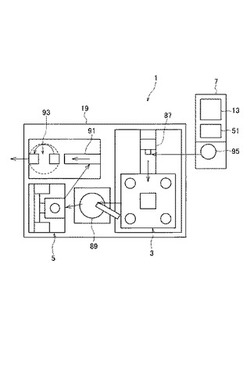
【課題】第1の型と第2の型とを用いて成形品を成形する成形品成形装置において、従来よりも短いタクトタイムで精度の高い成形品を得る。
【解決手段】下型M1と上型M2とを用いて成形品W1を成形する成形品成形装置1において、下型型設置体9と下型設置体9に対して相対的に移動位置決め自在である上型設置体11とを備えた成形品成形部3と、成形品W1における、第1パターンW3と第2パターンW4との間の位置ずれ量を測定する位置ずれ量測定部5と、成形品成形部3で成形品W1を成形しているときに、成形品W1の測定を位置ずれ量測定部5で行い、この測定結果に応じて上型設置体11の相対的な位置を補正し成形品成形部3で次の成形品W3の成形をする。
(もっと読む)
水回り用樹脂成形体の製造方法

【課題】本発明は、粒子による新規な柄を達成しながら、耐熱性にも優れた水回り用樹脂
成形体を提供する。
【解決手段】マトリックスと、前記マトリックス中に分散された粒子と、を備えてなる水回り用樹脂成形体の製造方法であって、
前記粒子と前記マトリックスとを下型底面を備える型にて硬化する工程と、
前記下型底面と接する前記水回り用樹脂成形体の面と反対側の上方面に位置する前記マトリックスから露出する前記粒子を削除する工程と、を備え
前記マトリックスはエポキシ樹脂配合物からなり、
前記粒子は前記マトリックスとは異なる組成のエポキシ樹脂配合物より構成され、
かつ、前記水回り用樹脂成形体を厚み方向に切断し、切断面にある100個の粒子について計測し、単純平均をとることで、計算されるフェレット径が、前記水回り用樹脂成形体の使用面を基準線として1mm以上の大きさを有することを特徴とする、水回り用樹脂成形体の製造方法を提供する。
(もっと読む)
ポリウレタンフォームローラの製造方法及びその製造方法により製造されたポリウレタンフォームローラ
【課題】通気性に優れた連通セルを安定して形成することのできるポリウレタンフォームローラの製造方法、その方法により得られたポリウレタンフォームローラを提供する。
【解決手段】ポリエーテルポリオール、TDI及びMDIを含むポリウレタンフォーム原料を金型内で発泡硬化したのち、ポリウレタンフォーム層を圧縮率20%以上90%以下で圧縮しながら、回転速度50rpm以上800rpm以下で、かつ、回転回数50回以上200回以下で圧縮クラッシング処理すると共に、圧縮クラッシング処理されている状態のポリウレタンフォーム層に高圧エアを吹き付けて、同時にエア・クラッシング処理する。
(もっと読む)
注型品およびその製造方法
【課題】注型品を破壊することなく、当該注型品から試験片を製作し、品質を向上させる。
【解決手段】金型1内に所定形状のキャビティー2a、2b、2cが彫られ、このキャビティー2a、2b、2c内に主注入管3aおよび各分岐管3b、3c、3dから絶縁材料4を充填し、加熱硬化させて製造される注型品であって、主注入管3aおよび各分岐管3b、3c、3dで加熱硬化した絶縁材料4の流れがランダムになる樹脂流れランダム部分から試験片5を製作し、絶縁材料4の諸特性を測定することを特徴とする。
(もっと読む)
1 - 4 / 4
[ Back to top ]