
Fターム[4F205HA18]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | 異種方法の組合せ (5)
Fターム[4F205HA18]に分類される特許
1 - 5 / 5
ケース及びその製造方法
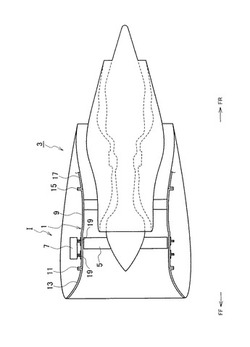
【課題】ファンケース1の製造時間を大幅に短縮して、ファンケース1の生産性を十分に向上させること。
【解決手段】中間フランジ19は、環状の第1フランジ構成部材21と、第1フランジ構成部材21に突き合わせて接合された第2フランジ構成部材23とを備え、第1フランジ構成部材21は周方向に沿って分割した複数の円弧状の第1セグメント25により構成され、第2フランジ構成部材23は周方向に沿って分割した複数の円弧状の第2セグメント27により構成され、第1セグメント25同士の継ぎ目J1の位置と第2セグメント27同士の継ぎ目J2の位置は周方向にずれていること。
(もっと読む)
弦楽器弓の竿、弦楽器弓および弦楽器弓の竿の製造方法

【課題】天然木材に近い木目調の外観を有する繊維強化プラスチックを用いた弦楽器弓の竿を提供する。
【解決手段】炭素繊維樹脂からなる弓形棒状の炭素繊維樹脂層1と、炭素繊維樹脂層1の外面を被覆するガラス繊維樹脂からなるガラス繊維樹脂層2とを備える基材を有し、ガラス繊維樹脂層2が、ガラス繊維樹脂層2中に存在する空気層からなる非密着部と、空気層を含まない密着部とを有するものであることを特徴とする弦楽器弓の竿5とする。
(もっと読む)
連続繊維プリプレグの成形方法
【課題】熱可塑性のプリプレグテープを用いた連続繊維プリプレグを、生産性を犠牲にすることなく、所期の物性の発現が可能な形状に成形することができる連続繊維プリプレグの成形方法を提供すること。
【解決手段】プリプレグテープ11を複数本のロッド21の間に亘って捲回して周状の連続繊維プリプレグ12を形成する。そして、複数本のロッド21を互いに離反する方向に移動させて連続繊維プリプレグ12に張力を発生させてプリプレグテープ11の弛みをとる。そして、連続繊維プリプレグ12を押し治具41で押して最終形状に成形する。そして、連続繊維プリプレグ12を加熱し加熱後に冷却して硬化させる。
(もっと読む)
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
複合連結棒を製造する方法及びその方法により製造された連結棒
【課題】 好適な連結棒を製造する方法を提供する。
【解決手段】 この方法は少なくとも次の連続工程を含む:a)内部本体(18)を製造する;b)内部本体(18)の一端を、各端片(5)の減少した外径の端部に付加し、内部本体(18)の前記端を端片の肩(6)上に載せる;c)第二マンドレル(19)の第一部分(19a)を各端片の中空円筒形部分(1)内に挿入し、第二マンドレル(19)の第二部分(19b)の自由端に駆動あご(20)を置く;d)前記予備含浸された繊維(16)を内部本体(18)、端片(1,3,4)及び第二マンドレル(単数または複数)の第二部分(単数または複数)(19b)からなる集成体の外表面上に巻き、前記繊維はそのとき外部本体(21)を形成する;e)あご(単数または複数)(20)を除去した後、内部本体(18)及び外部本体(21)を重合し、重合された単一片本体(22)を形成する;f)第二マンドレル(単数または複数)(19)を除去し、重合された単一片本体(22)を必要な長さに切断する。
(もっと読む)
1 - 5 / 5
[ Back to top ]