
Fターム[4F206AA20]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | 不飽和カルボン酸系(カルボン酸金属塩、アクリルアミド、アクリロニトリル) (217)
Fターム[4F206AA20]の下位に属するFターム
メタクリル酸、アクリル酸エステル系樹脂 (195)
アイオノマー樹脂 (11)
Fターム[4F206AA20]に分類される特許
1 - 11 / 11
加飾シート及び加飾樹脂成型品

【課題】良好な三次元成形性及び形状安定性を維持しつつ、優れた耐傷性及び耐薬品性を有する加飾シート、及び該加飾シートを用いた加飾樹脂成型品を提供する。
【解決手段】少なくとも基材11と、透明フィルム13と、表面保護層15とをこの順に有する加飾シートであって、該表面保護層がポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含有する電離放射線硬化性樹脂組成物の硬化物からなる加飾シート、及びそれを用いた加飾樹脂成型品。
(もっと読む)
ポリカーボネート樹脂組成物
【課題】芳香族ポリカーボネート樹脂とポリオレフィン樹脂、アクリル系弾性重合体を含むポリカーボネート樹脂組成物であり、機械的強度、流動性に優れ、良好な耐薬品性を併せ持つポリカーボネート樹脂組成物を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂(A成分)100重量部に対し、(B)ポリオレフィン樹脂(B成分)0.1〜5重量部、(C)コア・シェル型であって、スチレン成分を実質含まないことを特徴とするアクリル系弾性重合体(C成分)1〜15重量部を含有するポリカーボネート樹脂組成物。
(もっと読む)
繊維強化成形品
【課題】本発明は、強化繊維とマトリックス樹脂であるポリプロピレン系樹脂との接着性に優れ、かつ力学特性に優れた繊維強化成形品を提供せんとするものである。
【解決手段】本発明の繊維強化成形品は、下記成分(A)〜(C)を有してなる繊維強化成形品であって、該成分(A)が該成分(C)で被覆されてなり、被覆率が30〜100%であることを特徴とするものである。
(A)強化繊維 1〜50重量%
(B)第1のプロピレン系樹脂 30〜98.99重量%
(C)重合体鎖に結合したカルボン酸塩を少なくとも含む第2のプロピレン系樹脂であり、樹脂1グラム当たり、式(I)で表される基換算で総量0.05〜5ミリモル当量の濃度でカルボン酸塩を少なくとも有してなるプロピレン系樹脂 0.01〜20重量%
−C(=O)−O−・・・式(I)
(もっと読む)
ポリマーアロイとその製造方法
【課題】
本発明は、優れた機械特性を有する構造材料や、すぐれた規則性を有する機能材料を提供するにあたり、分散相がバイモーダル構造を有し、その構造の少なくとも一部分を微細に制御することが可能であり、さらにはその構造が均一に分散した、少なくとも2成分の樹脂からなるポリマーアロイを提供する。
【解決手段】
少なくとも2成分以上の熱可塑性樹脂からなるポリマーアロイにおいて、該ポリマーアロイを構成する熱可塑性樹脂成分のうち少なくとも1つの熱可塑性樹脂成分の前駆体がビニル単量体(A)であり、該ビニル単量体(A)を残りの熱可塑性樹脂成分(B1)および/または熱可塑性樹脂成分の前駆体(B2)共存下で化学反応させることでスピノーダル分解を誘発させることで、分散相がバイモーダル構造を有し、その構造の少なくとも一部分を微細に制御することが可能であり、さらにはその構造が均一に分散したポリマーアロイを得ることができる。
(もっと読む)
撮像レンズの製造方法、撮像レンズ、撮像ユニット及び撮像ユニットの製造方法

【課題】吸湿による屈折率の変動を抑制する。
【解決手段】撮像レンズの製造方法は、レンズ本体23の構成材料として、60℃,90%RH(相対湿度)環境下での飽和吸水率W90が0.5重量%以上の樹脂材料を用いる。当該製造方法では、前記樹脂材料を所定形状に成形し、前記樹脂材料の吸水率WAが式(1)の条件を満たすように前記樹脂材料を調湿する。
W90×1/3<WA<W90×2/3 … (1)
(もっと読む)
フォーム層を有する複合成形容器
複合成形プレフォーム及びこれから吹込成形された容器が開示され、複合成形プレフォーム及び複合成形容器は、外側発泡層を有する。 (もっと読む)
つや消しされたPMMI成形体用の成形材料
成形材料の全質量をそれぞれ基準として、A)少なくとも1つの(メタ)アクリルイミド(コ)ポリマーからなるポリマーマトリックス83質量%〜99.5質量%、B)セラミックビーズ0.5質量%〜15.0質量%を含有する成形材料であって、ここで、前記成形材料は1.0cm3/10min〜20.0cm3/10minのISO 1133に従い260℃及び10kgで測定されるメルトボリュームフローレイトMVRを有する。前記成形材料は、ビロードのようにマットでかつ好ましくは粗い表面を有する成形体の製造に使用されることができる。この種の成形体は、特に、家庭電化製品、通信装置、ホビー用具又はスポーツ用具の部品、自動車組立、船舶組立又は航空機組立におけるボディー部品又はボディー部品の部品として、照明、合図又はシンボル用の部品として、小売店又は化粧品カウンター、容器、家庭装飾又はオフィス装飾、家具用途、シャワードア及びオフィスドアとして、並びに建築工業における部品として、壁として、窓枠、腰掛け、ランプカバー、散乱板として及び自動車グレージングに適している。 (もっと読む)
成形体及びその製造方法
【課題】低コストで同時に衝撃・温湿度などによる品質劣化が少なく海賊行為が困難であり長期にわたって信頼性が損なわれないICタグモジュールを内蔵した成形体及びその製造方法を提供する。
【解決手段】樹脂モールドされたアンテナ一体のICタグモジュール20が成形材料で封止されてなる成形体10であって、前記成形材料は、脂肪族ポリエステル、ポリスチレン、ポリメタクリル酸メチル、ポリアセタール、ポリエチレン、ポリプロピレン、ポリアミド11、ポリアミド12のいずれか一の熱可塑性樹脂単体または該熱可塑性樹脂を含む材料であることを特徴とする。
(もっと読む)
熱成形用艶消しアクリル樹脂フィルム、その製造方法、および積層体
【課題】 従来にはない意匠性を発現し、取り扱い性が良好であり、インサート成形またはインモールド成形を施し、深絞り形状に成形した場合でも、艶消し層に割れが発生せず、耐擦傷性、表面硬度、耐熱性、および艶消し性を有する熱成形用艶消しアクリル樹脂フィルム、その製造方法、熱成形用艶消しアクリル樹脂フィルムを基材に積層した積層体を提供する。
【解決手段】 アクリル樹脂フィルム基体と、該アクリル樹脂フィルム基体の一方の面上に最外層として設けられた、艶消し材およびバインダー樹脂を含有する、厚さ0.1〜5μmの艶消し層とを有する熱成形用艶消しアクリル樹脂フィルムを用いる。該熱成形用艶消しアクリル樹脂フィルムは、艶消し層を印刷法またはコート法により形成することにより製造される。
(もっと読む)
ポリ(アリーレンエーテル)組成物及び成形方法
低光沢熱可塑性組成物はポリ(アリーレンエーテル)とゴム改質ポリ(アルケニル芳香族)樹脂とアクリロニトリル含有ポリマーゲルとを含む。 (もっと読む)
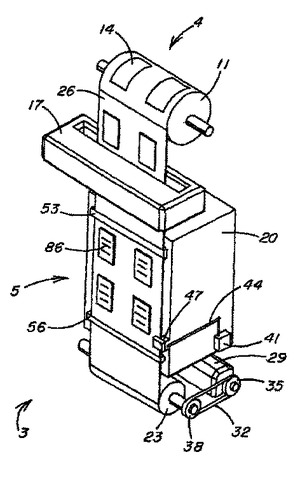
成形品の製造方法
インモールドデコレーションプロセスによって成形品を製造する方法を記載する。該方法は、キャリアフィルム(26)上に置かれている、複数の個々の熱可塑性プラスチックラベル(14)の積層物(4)を供給する。ラベル(14)の露出された第2表面(68)にインラインで装飾物(86)を適用し、これにより装飾積層物(5)を形成する。キャリアフィルム(26)の露出された第1表面(77)が金型の内面の少なくとも一部分に隣接するように、装飾積層物(5)を進めて金型(20)内に配置し、ラベル(14)の装飾された第2表面(68)は、金型の内部空間に面する。プラスチック材料(例えば熱可塑性プラスチック材料)を、ラベルの装飾面に対して金型に注入し、このようにして成形品を形成する。次いで、キャリアフィルム(26)を成形品から分離する。本方法に従って製造される成形品の表面の少なくとも一部分は、少なくとも1つのラベルの第1表面(71)によって規定される。本方法によって製造され得る成形品の例として、例えば運転免許証およびアニマルタグ(例えば、牛用のタグ)等のIDカード、例えば薄い色の付いた眼科用レンズおよびサンシェードレンズ等のレンズが挙げられる。
 (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]