
Fターム[4F209AD29]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,652) | 前処理、処理 (74) | 予熱(←温度調整) (4)
Fターム[4F209AD29]の下位に属するFターム
部分的な、又は不均一な (1)
Fターム[4F209AD29]に分類される特許
1 - 3 / 3
熱転写成形装置
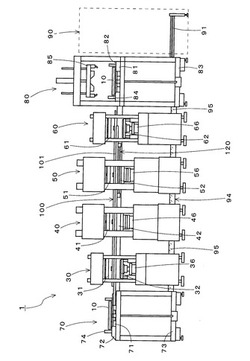
【課題】真空(減圧)条件の下で熱転写成形を行う成形装置に要する設備経費を圧縮し、連続的な生産を可能とすることにより時間当たりの生産性の向上も実現できる熱転写成形装置を提供する。
【解決手段】被加工材を減圧して搬送する搬送成形ユニット10と、搬送成形ユニット内の被加工材を補助加熱する補助加熱部30と、搬送成形ユニットを挟持して補助加熱部よりも高圧力により被加工材を加熱成形する加圧熱成形部40と、搬送成形ユニット内の被加工材を冷却する加圧冷却部50と、搬送成形ユニットを挟持して加圧冷却部よりも低圧力により被加工材を補助冷却する補助冷却部60と、搬送成形ユニットの脱気部を通じて内部を減圧し補助加熱部に向けて搬出する搬出部70と、補助冷却部から搬送成形ユニットを受け入れてその分離を行う搬入部80と、接続部110を備え搬送成形ユニットを各部の配置順に搬送し所定位置に載置する搬送装置100を有する。
(もっと読む)
繊維強化複合板の成形方法

【課題】繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができるようにする。
【解決手段】繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置10によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
(もっと読む)
薄板曲げ加工機、その薄板曲げ加工機を使用した薄板曲げ加工方法および木粉混入樹脂製薄板の曲げ加工品
【課題】木粉混入樹脂製の薄板を確実に曲げ加工できる薄板曲げ加工機、および薄板曲げ加工方法を提供する。
【解決手段】薄板曲げ加工機1を、テーブル3と、V字状溝7Aを有し薄板10を載せる雌型部材7と、薄板10を加熱する加熱装置20と、加熱状態の薄板10を押圧してその折り曲げ部10Aに沿って曲げる雄型部材6とを備えた構成とし、雄型部材6の押圧部6B先端に、折り曲げ部10Aを溝7Aの底部に押圧する小径Rを形成する。これにより、薄板を、所定温度で加熱しながら、雄型部材の押圧部先端でV字状溝の底部に押圧して折り曲げ加工を行うので、確実に曲げ加工ができる。その結果、薄板が木粉混入樹脂製であっても、割れやクラックが生じることなく、V字状溝に沿った角部を確実に形成できる。
(もっと読む)
1 - 3 / 3
[ Back to top ]