
Fターム[4F209NM11]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 管端部の成形型 (66) | 成形外型 (25) | 回転して成形するもの (4)
Fターム[4F209NM11]に分類される特許
1 - 4 / 4
カール成形装置およびカール成形方法
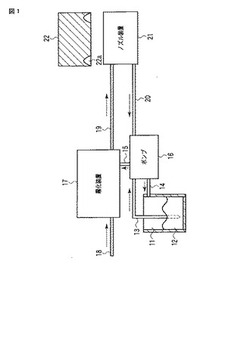
【課題】紙製もしくは樹脂製のカップ上端開口部周縁にカールを成形する際、座屈や皺等の発生がなく、カールの成形を行うことが可能となり、かつ、潤滑剤の使用によるカップ内部への潤滑剤残留等の問題を解決することのできるカール成形装置およびカール成形方法を提供する。
【解決手段】胴部と底部が結合されているカップの上端開口部周縁をカール成形金型に形成されている曲面状の溝部に沿って外側にガイドさせながら巻き込むことによりカールを成形するカール成形装置において、液体で供給された潤滑剤を霧化する霧化装置を備え、この霧化装置により霧化された潤滑剤をノズル装置に供給し、このノズル装置から噴霧された霧化潤滑剤をカール成形金型の曲面状の溝部に付着させることでカール成形を可能とし、無駄な潤滑剤の使用を減らすことで潤滑剤の飛散等を防止することを特徴とする。
(もっと読む)
折曲げ装置

【課題】本発明は、損傷や白化を生ずることなく、樹脂板を目標角度にシャープに折曲げることができる折曲げ装置を提供する。
【解決手段】可撓性を有する樹脂板の折曲げ端部を突出させて固定する曲げ型31と、樹脂板を曲げ型31のウェッジ部35aに沿って所定の角度に塑性変形するように折曲げる折曲げ機構部32と、から成る折曲げ装置3であって、折曲げ機構部32は、ウェッジ部35aに対して平行に対峙する曲げローラ37と、曲げローラ37をウェッジ部35aに倣って移動させて折曲げ動作させる曲げ動作機構34と、曲げローラ37を回転駆動するローラ駆動機構55と、折曲げ動作において、曲げローラ37と樹脂板との接触面において相対速度がゼロとなるように、ローラ駆動機構55を制御する制御手段と、を備える。
(もっと読む)
パイプの三次元方向への加工方法及び装置ならびにパイプ
【課題】設置場所や作業範囲に広い面積を必要とせず、ランニングコストも安価で、少数のパイプを三次元加工するのにも適したパイプの三次元方向への加工方法及び装置を提供する。
【解決手段】加熱して軟化したパイプ11を、板状部材13に設けたU字型ガイド部材14を構成する一対の帯状鋼板17・18間に挟みこむようにして二次元方向のU字型に曲成する。その後三次元方向への曲成加工用の固定部15の両鉤型部材21・21を起こし、鉤型部材21と両鉤型部材21・21間に渡って装着される横桟材22を差し入れた後、パイプ11の両端を持って所望の高さ位置(角度)に持ち上げて曲成する。
(もっと読む)
フィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法
【課題】容器に積層されたフィルムを見栄えよく且つ頑強に容器に接合させ、自動連続的にフィルムの接合工程を行うことができるフィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法を提供する。
【解決手段】本発明によるフィルムカーリング装置は、対象体に積層されたフィルムが上記対象体の端部を取り囲むようにカールするフィルムカーリング装置であって、前記対象体とかみ合いながら前記対象体を移動させる搬送部、及び上記搬送部と所定の間隔をあけて離間配置され、前記搬送部によって移動する前記対象体を案内するカーリングレールを含む。ここで、上記カーリングレールには、前記対象体の端部が挿入され前記フィルムがカールされるようにするガイド溝が形成される。
(もっと読む)
1 - 4 / 4
[ Back to top ]