
Fターム[4F211AP10]の内容
プラスチック等のライニング、接合 (31,000) | 検出量又は監視量 (515) | 時間、時期 (12)
Fターム[4F211AP10]に分類される特許
1 - 12 / 12
溶着条件の決定方法
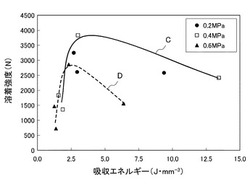
【課題】一対の樹脂成形品を振動溶着法により溶着する際の好適な溶着条件を容易に決定する方法を提供する。
【解決手段】振動の摩擦エネルギーにより一方の樹脂成形品が溶融する面積(S1)と他方の樹脂成形品が溶融する面積(S2)との差を考慮し(S1≦S2)、振動溶着時の摩擦により発生する熱エネルギーの内、他方の樹脂成形品に吸収される吸収エネルギーを考慮する。具体的には、溶着部での溶着強度と、他方の樹脂成形品の上記吸収エネルギーとの相関関係に基づいて溶着条件を決定する。
(もっと読む)
励起エネルギー特定方法、励起エネルギー特定装置、接合方法および接合装置

【課題】接合膜に発現する接着性を制御するために、接合膜に照射するエネルギー線の最適な励起エネルギーを容易に特定することができる励起エネルギー特定方法および励起エネルギー特定装置、および接合膜に照射するエネルギー線の最適な励起エネルギーを特定することにより、接合膜ごとの個体差を把握して、部材同士を最適な接着力で接合することができる接合方法および接合装置を提供すること。
【解決手段】励起エネルギー特定装置200は、脱離基303の脱離により接着性を発現する接合膜3において、目的とする量の脱離基303を脱離させるのに最適な励起エネルギーを特定する装置であり、試料載置部11と、接合膜3にエネルギー量の異なるエネルギー線を時間的に独立して照射する線源12と、脱離した脱離基303の量を測定する測定部13と、エネルギー量ごとに測定された脱離基の量から、最適な励起エネルギーを特定する解析部とを有する。
(もっと読む)
印刷フイルムラミネート枚葉紙製造装置
【課題】美麗な枚葉紙光沢印刷物を樹脂フイルムの印刷模様が枚葉紙の所定の位置に正確に積層ラミネートできる装置を提供する。
【解決手段】ラミネート機構、枚葉紙給紙機構、ラミネートフイルム移送機構、枚葉紙帯列の端部通過時感知機構、枚葉紙給紙機構のサーボモータ速度制御機構並びに切断機構を備えた枚葉紙にラミネート加工する装置であって、ラミネート機構に入る枚葉紙帯列の端部重合の段差による段差検知ロール15の移動を逆テコ治具で拡大して感知する端部光電センサー17及び印刷ラミネートフイルム12の光電マーク印刷の通過時期を感知する光電マークセンサー16を有し、前記サーボモータ速度制御機構は、光電マーク印刷の通過時期信号及び枚葉紙帯列の端部重合部の通過時期信号を入力されたコンピュータ制御システムによって長尺印刷ラミネートフイルムの印刷模様が枚葉紙の所定の位置に積層固定されるように、サーボモータの速度を増減する。
(もっと読む)
袋口のシール試験機
【課題】実際の間欠回転テーブル式袋詰め包装機の機種に関連付けられたシール条件でシール試験を行い、良好なシールが行えるシール条件を容易に得て、間欠回転テーブル式袋詰め包装機の機種の選定が迅速かつ確実に行えるようにする。
【解決手段】グリッパー12と、袋を把持したグリッパー12を間欠移動させるサーボモータ3と、移送経路に沿って等間隔に配置され、袋口を挟む熱板18,19(冷却板24,25)とそれを開閉させるエアシリンダ21を有する第1〜第3シール装置6〜8と、サーボモータ3及びエアシリンダ21を制御する制御装置を備えたシール試験機。単位時間あたりの処理袋数とインデックス装置の割付角を設定し、それに基づいて算出した移送時間T1と停止時間T2に基づいてサーボモータ3の駆動を制御する。各シール装置について設定されたシールタイミングに基づいてエアシリンダ21の駆動を制御する。
(もっと読む)
熱かしめ方法および熱かしめ装置
【課題】 熱かしめ中にその良否を判定できる熱かしめ装置を提供する。
【解決手段】 本発明になる熱かしめ熱かしめ装置は、熱かしめツールで加熱と加圧をすることにより一体成形されたボスを有する熱可塑性樹脂を用いた成形品と、前記ボスと嵌合する嵌合穴を有する被結合体とを熱かしめするものであって、
前記加熱温度とこの加熱温度を継続する加熱継続時間を設定する設定部と、
熱かしめ作業における前記ボスの潰れ具合を前記熱かしめツールの変位として検出する変位検出部と、
熱かしめ作業における前記熱かしめツールの温度を検出する温度検出部と、
前記変位と温度とを時間の経過に併せて表示する表示部と、
を備え、この表示部に表示される変位の収束値と温度の変動を目視することで熱かしめ作業の良否を判定することを特徴とするものである。
(もっと読む)
電気融着装置
【課題】融着中に異常事態により融着が強制終了された際、融着開始から強制終了までの融着時間を計測し、電気融着継手における再融着の可否を判定するための上記融着時間の規定値を明確に設けることで、電気融着継手及び樹脂管の廃棄量を抑制することができ、且つ、電気融着継手と樹脂管との接合部に融着不良を生じさせることがない電気融着装置を提供する。
【解決手段】融着電源部11と、融着時間計測手段123と、融着電圧測定手段122と、記憶手段124と、入力手段121と、融着停止手段125と、融着電力の供給が停止された場合、融着電力の供給開始から供給停止までの供給時間が入力手段121から入力された融着時間の20%以下であるか否かを判断し、電気融着継手3の再融着の可否を判定する再融着可否判定手段126と、再融着可否報知手段127と、制御部12と、を備えたことを特徴とする。
(もっと読む)
複合シートの製造方法
【課題】多孔質フィルムと通気性補強材を接合して複合シートを製造する場合、透湿性、防水性だけでなく、住宅の防水シート等の産業資材にも使用できるような優れた耐熱性、耐候性、耐久性を有し、さらにドライラミネートで使用される溶剤型接着剤ような多量の溶剤が揮発することなく、環境に与える影響が少ない製造方法を提供する。
【解決手段】通気性補強材にホットメルト接着剤を塗布してオレフィン系多孔質フィルムを接着する際に、オレフィン系多孔質フィルム側から最初に圧着するロールを加熱ロールとし、加熱ロールの温度を、示差走査熱量測定法によって示されるオレフィン系多孔質フィルムの補外融解終了温度よりも5℃高い温度から15℃低い温度の範囲にし、さらに加熱ロールをオレフィン系多孔質フィルムに接触させる時間を0.25〜0.75秒にして、オレフィン系多孔質フィルムの熱収縮処理とホットメルト接着剤による接合処理を同時に行う。
(もっと読む)
電気融着装置
【課題】入力された融着条件の融着電力値が融着電源部の許容電力を超えている場合に、融着電源部から電気融着継手への融着電力の供給を開始させない制御を行うことで、不安定な融着電力の供給による電気融着継手と樹脂管との接合不良をなくすことができ、また、過剰な電力供給による融着電源部や装置内部の電子回路などの故障を防ぐことができる電気融着装置を提供する。
【解決手段】融着電力を供給する融着電源部11と、融着条件設定情報の入力を受け付ける入力手段121と、入力手段121が受け付けた融着条件設定情報に基づいて融着電源部11を制御する制御部12と、を備え、融着開始前に、制御部12により、融着条件設定情報のうち融着電力の値が融着電源部11の許容電力値を超えていると判断されたとき、融着電源部11からヒータへの融着電力の供給を開始させない制御が行われることを特徴とする。
(もっと読む)
樹脂部品の溶融装置、樹脂部品の溶融ロボットシステム及び樹脂部品の溶融方法
【課題】適切な時間だけ樹脂を溶融させることで、溶着のサイクルタイムを短縮する。過剰な加熱による樹脂の劣化を防止する。また、溶着の品質を向上させる。
【解決手段】樹脂部品の溶融装置3は、加熱部材71と、押し付け手段70と、記憶手段78と、変位検出手段72と、計時手段73と、単位変位量算出手段74と、単位変位量算出手段74により算出された単位変位量が、記憶手段78に記憶された経過時間と変位量から導かれる単位時間当たりの基準単位変位量に近づくように、押し付け部材70の加熱部材71への押し付け力と加熱部材71の樹脂部品への押し付け時間のうち少なくとも一方を調節するように押し付け手段70の駆動を制御する駆動制御手段77と、を備える。
(もっと読む)
電気融着装置
【課題】電力供給の不安定に起因する融着不良によって生じる電気融着継手及び樹脂管の廃棄量を従来のものより減少させることができる電気融着装置を提供する。
【解決手段】融着電源部11と、融着電力測定手段122と、入力手段121と、制御部12と、制御電源部13と、制御電力蓄電手段14とを備え、融着中に、融着電力測定手段122により融着電力の電圧が融着に必要な規定値を下回ったことが検知されたとき、融着電力の電圧が規定値に復帰するまでの間の電圧と復帰時間とが融着電力測定手段122により測定され、この測定結果に基づいて、制御部12により、不足した融着電力量が算出されるとともに、この不足電力量に相当する分の融着電力が融着電源部11からヒータに追加供給されることを特徴とする。
(もっと読む)
オーバコート装置
【課題】 オーバコート装置において、キャリアフィルムの頭出し位置の精度を向上する。
【解決手段】 オーバコート装置1は、オーバコートフィルムP1,P2をヒートローラ19,39によりカードSの表面に熱圧着する装置である。この装置1では、モータ25,45でキャリアフィルムA1,A2を巻取りながら搬送し、搬送方向に一定幅を有する頭出しマークMを、頭出し用センサ21,41で検出することにより、オーバコートフィルムP1,P2の頭出しを行う。この頭出しにおいて、制御部27は、キャリアフィルムA1,A2を搬送するときに、頭出しマークMが頭出し用センサ21,41を通過する通過時間Tを検知し、検知される通過時間Tが一定になるようにモータ21,41の回転速度Vを制御する。
(もっと読む)
超音波加工方法及び超音波加工装置
【課題】 超音波発振を用いた合成樹脂材の加工処理において、加工処理状態を管理することのできる超音波加工方法及び同品質管理機能を備えた超音波加工装置を提供する。
【解決手段】 温度センサ(9)により検出したホーン(3)の温度に適した発振時間で超音波発振器(2)を制御している超音波接合装置(1)において、正常に合成樹脂材(10、11) 間の接合が行われたときの発振時間とそのとき超音波発振器(2)から出力された負荷電流とで形成した基準波形パターンとの組み合わせを記憶部に複数記憶させておく。比較判定装置(6)により実際の接合作業により得た前記負荷電流と発振時間との関係から第1波形パターン(18、19)を作成し、第1波形パターン(18、19)の発振時間に対応する基準波形パターンを記憶部から読み出し、第1波形パターンと比較することにより接合状態の良否を管理する。
(もっと読む)
1 - 12 / 12
[ Back to top ]