
Fターム[4F213AG09]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 管状体(←配管パイプ) (210) | 異形管(←非円形断面) (7)
Fターム[4F213AG09]に分類される特許
1 - 7 / 7
基板収納カセット用繊維強化樹脂製サポートバーの製造方法
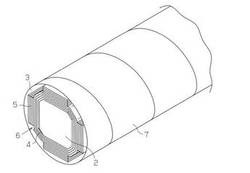
【課題】軽量かつ高い曲げ剛性を備えた繊維強化樹脂製サポートバーを早いサイクルで安価に製造する基板収納カセット用繊維強化樹脂製サポートバーの製造方法を提供することである。
【解決手段】断面角形状の長尺状の芯材2に繊維強化樹脂製のプリプレグ3を複数層巻きつけて内筒体4を形成する内筒体形成工程と、前記内筒体4の側面に、該内筒体4の軸方向に沿って、繊維強化樹脂製のプリプレグ3からなる補強層5を積層して予備成形体6を形成する積層工程と、前記予備成形体6の外層にラッピングテープ7を巻きつけるラッピング工程と、前記ラッピングされた予備成形体6を加熱する加熱硬化工程と、により、基板収納カセット用繊維強化樹脂製サポートバーを製造する。
(もっと読む)
異径熱収縮チューブの製造方法

【課題】電力ケーブルの接続部などに用いて有効な異径熱収縮チューブの製造方法の提供。
【解決手段】未収縮前の熱収縮チューブをその長手方向に切断して矩形状のチューブシート20に展開する展開工程と、この展開された矩形状のチューブシートを、その長手方向の両展開縁部20a,20b側を斜めに重ね合わせて、異径のチューブ体Tとするチューブ体形成工程と、前記チューブ体の重ね合わせ部分を、その長手方向と幅方向に切断する切断工程と、このチューブ体の長手方向に切断された両切断縁部間にジッパーなどの結合具を設ける結合具取付工程とからなる異径熱収縮チューブの製造方法にあり、これによって、低コストで、機能的に優れた異径熱収縮チューブが得られる。
(もっと読む)
管継手の製造方法、管継手の製造装置
【課題】 生産性が良好であり、安定した品質を得ることができ、また、管継手に貼り付ける止水性シートの厚みが変更となった場合や、当該シートを管体に押圧する押圧力を変えたい場合にも容易に対応が可能な、管継手の製造方法および管継手の製造装置を提供する。
【解決手段】 管継手製造装置10は、芯金スライド用シリンダ29を動作し、予め内周面に水膨張シートが設けられた螺旋溝付管3内へ、芯金21を挿入する。次に、管継手製造装置10は、芯金拡径用シリンダ23を動作し、芯金21を螺旋溝付管3の内周面に水膨張シートを押圧し、その状態で螺旋溝付管3が回転される。螺旋溝付管3の回転に応じて、芯金21は螺旋溝付管3内周面全周に渡り水膨張シートを押圧する。
(もっと読む)
ゴム製筒体の製造方法及び未加硫ゴム層の押圧装置
【課題】マンドレルの形状にかかわらず表面追従性に優れ、厚み変動が少なく、テープ間密着性に優れたゴム製筒体の製造方法及び未加硫ゴム層の押圧装置の提供を目的とする。
【解決手段】 マンドレル3の外周面に未加硫ゴムテープ2を螺旋状に巻き付けて得られた未加硫ゴム層4のテープ間接合力を高めるため、回転ローラ5,5間に張設されたエンドレスベルト11を未加硫ゴム層4に押し付け、マンドレル3の回転によりエンドレスベルト11を循環駆動させながら未加硫ゴム層4を面状に押圧した後、未加硫ゴム層4を加硫するゴム製筒体の製造方法であって、エンドレスベルト11の循環方向Bを、エンドレスベルト11が押圧する未加硫ゴム層4部分を構成する未加硫ゴムテープ2の巻付け方向Eと同じ方向になるように調整することを特徴とする。
(もっと読む)
ゴムチューブの製造方法およびOA用ゴムローラの製造方法
【課題】押出成形における長尺品の成形容易性と、金型成形における偏肉精度優位性とを兼ね備え、長尺で偏肉の少ないゴムチューブまたはOA用ゴムローラを容易に得ることができるゴムチューブの製造方法およびOA用ゴムローラの製造方法を提供する。
【解決手段】ゴム材料を略円筒状に押出す押出成形工程と、略円筒状の押出ゴム1の中空部にマンドレルを挿入する挿入工程と、マンドレルが挿入された押出ゴムを金型内に装填する装填工程と、金型内で装填ゴムを加硫する加硫工程と、を含み、押出成形工程における略円筒状の押出ゴム断面を、直交する二方向に厚肉部Aと薄肉部Bとをそれぞれ有する偏肉形状に形成するゴムチューブの製造方法である。
(もっと読む)
繊維強化樹脂製の管状部材およびその製造方法
【課題】軽量であり剛性が高い繊維強化樹脂製の管状部材を容易に得ることができ、成形性に優れた繊維強化樹脂製の管状部材および製造方法を提供することにある。
【解決手段】繊維強化樹脂製の管状部材は、少なくとも長繊維状の多数本の強化繊維が同一方向に配列された繊維強化樹脂層1aから構成されていることを特徴とするものであり、前記管状部材1は、断面が略小判形状であり、その外周面は、4つの面領域、即ち、平面部1bである上面2および下面3と曲面部1dである左側面4及び右側面5に区分されており、前記平面部1cの樹脂含有量の値は、前記曲面部1cの樹脂含有量の値に比べて3%〜30%少ない構成としている。
(もっと読む)
燃料輸送用の樹脂チューブ及びその製造方法
【課題】直管状に成形された樹脂チューブを車体への組付けの際に曲り形状に可撓変形させた上、固定クランプにて車体に組付固定するに際し、任意の位置で樹脂チューブをクランプした場合においても樹脂チューブに傷が付かないようにする。
【解決手段】直管状に成形されて、車体への組付けの際に曲り形状に可撓変形させられた上、固定クランプ48にて車体に組付固定される燃料輸送用の樹脂チューブ14を、外径6mm以下の細径チューブをなす樹脂チューブ本体14Aと、その外周面に実質的に全長に亘って被覆形成された所定肉厚を有する弾性の被クランプ層14Bとで構成する。
(もっと読む)
1 - 7 / 7
[ Back to top ]