
Fターム[4G054BA76]の内容
プレス成形、コンベアを利用した成形 (2,780) | ラムによるプレス成形 (549) | 装置、工程の要素 (297) | 脱型 (57) | 減圧、加圧空気の利用(脱型時) (7)
Fターム[4G054BA76]に分類される特許
1 - 7 / 7
アスベスト含有被覆層剥ぎ取り物の処理方法
【課題】
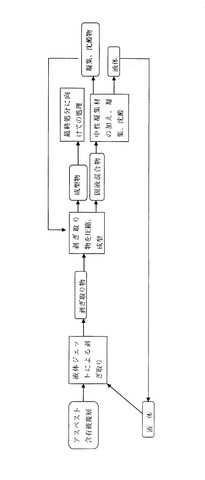
本発明は、アスベスト含有被覆層をシリコーン樹脂乳化液などの液体ジェットの力を利用して作業効率を高めて剥ぎ取るとともに、剥ぎ取り物を処理して重量、嵩を低減し、また、回収された液体分をジェット用に循環利用するための方法を提供するものである。
【解決手段】
アスベスト含有被覆層を液体ジェットの力で剥ぎ取り、剥ぎ取り物を圧縮して、搾り出された液体に中性凝集材を加えて、固体分を凝集、沈殿させ、液体分はジェット用に循環使用し、凝集、沈殿物は剥ぎ取り物に合わせて、圧縮処理する。
(もっと読む)
無機質板のプレス成形方法

【課題】真空吸引のための空気孔の跡による問題を解消する。
【解決手段】無機質板1の表面に成形型3を押し付けてプレスするにあたり、無機質板の表面を成形型に設けた空気孔4を通じて成形型側に真空吸引し、その後、型締め状態のままで上記空気孔に所定の圧力の加圧空気を供給し、次いで型開きを行って無機質板の離型を行う。プレス成形の際に脱気のための空気孔によって無機質板に生じる脱気跡を、型締め状態のままで上記空気孔に加圧空気を供給して押し戻すことで解消する。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】型開きの際に成形品が上型の一方の上型半体に付着したまま持ち上げられることを防いで、精度良く凹凸模様を成形することができるプレス成形装置を提供する。
【解決手段】断面逆V字形に形成されるトレー5に成形材料3をセットすると共にトレー5を下型1に載置し、上型2を型締めして成形材料3を成形面4が断面逆V字形に形成される上型2でプレスすることによって、成形品6を成形し、この後に型開きして成形品6から上型2の成形面4を離型させるプレス成形装置に関する。断面逆V字形の成形面4の頂部を境にして上型2を分割した一対の上型半体7a,7bで上型2を形成する。そして上型2の型開きの際に上型半体7a,7bを成形面4と垂直な斜め上方に移動させて成形品6から離型させる上型作動手段17と、上型2を型開きして成形品6から上型半体7a,7bの成形面4を離型させる際にトレー5の上面を押さえるトレー押圧手段18とを備える。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】バリの除去を行なう必要なく成形材料を出隅形状に成形することができるプレス成形装置を提供する。
【解決手段】上型2を分割して形成される上型半体7a,7bと、上型半体7a,7bを当接離間させる横シリンダー8と、横シリンダー8と上型半体7a,7bを取り付けた上型保持体9を上下動させる上シリンダー10を備える。また各上型半体7a,7bと下型1とが相互に接触し合う、上型半体7a,7bの成形面4に対して垂直で且つ上型半体7a,7bの横移動方向に対して斜めに交差するスライド面11,12を、上型半体7a,7bと下型1に設ける。そして上型半体7a,7bを合体して上型2を形成した状態で、下型1に上型2を型締めして成形する。また各上型半体7a,7bを離間する横方向に移動させることによって、スライド面11に対するスライド面12のスライドで、上型半体7a,7bを成形面4と垂直な斜め上方に移動させて型開きする。
(もっと読む)
セメント系成形体のプレス成形装置および製造方法
【課題】 プレス成形によるセメント系成形体の製造において、プレス成形型に設けられ圧縮空気を吹き出す通気孔の詰まりを防止し、セメント成形体の型離れを良好にする。
【解決手段】 セメント系材料の押出成形体10をプレス成形してセメント系成形体を得る装置である。押出成形体10が配置される固定型32と、固定型32に対して開閉自在で、固定型32との対向面に所望の凹凸形状からなる型面を有する可動プレス型30と、可動プレス型30の型面に間隔をあけて多数が配置され、圧力空気を噴出する噴出口35と、可動プレス型30で型面の背面に配置され、多数の噴出口35を複数組に分割した分割組ごとに設けられ、一つの分割組に含まれる複数の噴出口35と連通する分割加圧室37と、分割加圧室35ごとに内部の空気を加圧する空気供給配管38などの加圧手段とを備える。
(もっと読む)
無機質板の製造方法
【課題】 生板の離型性を高めることができる無機質板の製造方法を提供する。
【解決手段】 セメント系の生板1の表面に成形型2を押し付けて模様付けを行なった後、成形型2から生板1にエアブローを行ないながら成形型2から生板1を離型する無機質板の製造方法に関する。成形型2の内部に複数の独立したエア経路4、4…を設ける。各エア経路4、4…からそれぞれエア3を吹出してエアブローを行う。
(もっと読む)
陶磁物の成形型、成形装置及び製造方法
本発明は、陶磁物の成形型、成形装置及び製造方法に関する。本発明の成形型は、内部の所定の高さに配設される金型を支持するための網型支持手段と、網型支持手段に固定され、金型の内部に空気を噴出するための空気噴出手段と、空気噴出手段に空気を注入するための空気注入手段とを有する。本発明の成形装置は、第1成形型を支持するための第1支持手段と、第2成形型を支持するための第2支持手段と、第1支持手段を上下に移動させるための第1駆動手段と、第2支持手段を前後に移動させるための第2駆動手段と、第1、第2型に空気を注入するための空気注入手段と、第1、第2型に注入される空気量、空気の注入時期及び注入時間、並びに第1、第2型の間の圧力を制御するための制御手段とを有する。本発明の製造方法は、粘土を練って前記練り水内の気泡を除去する段階と、製造された粘土塊を第2型に挿入するために適宜の坏土状に切断する段階と、切断した板状粘土を第2型に挿入する段階と、板状粘土を圧縮して成形する段階と、成形された粘土を乾燥させる段階と、乾燥した粘土を装飾する段階と、装飾された粘土を焼成する段階とを含む。 (もっと読む)
1 - 7 / 7
[ Back to top ]