
Fターム[4G058AA10]の内容
管状製品、埋設成形品の製造 (1,656) | 管状製品の材質(基材) (97) | 有機質材料 (4)
Fターム[4G058AA10]に分類される特許
1 - 4 / 4
C/C複合材及びC/C複合材の製造方法
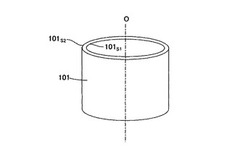
【課題】高密度かつ高強度で、剥離、割れの生じにくい曲面部を有するC/C複合材を提供する。
【解決手段】C/C複合材101の前記曲面部の内側面101S1と外側面101S2とが相対向し、前記C/C複合材の前記外側面101S2は、頂部が前記回転体の中心軸方向に延びた波板状の周期的な起伏を有し、前記C/C複合材の前記内側面101S1側では前記炭素繊維が前記内側面101S1に沿って配向し、かつ前記C/C複合材の外側面101S2側では前記炭素繊維は、前記外側面の前記起伏の傾斜に沿って配向したC/C複合材。この構成によれば、あらかじめプリフォームのしわが外周面全体に分散するように起伏を形成した後、プリフォームを圧縮して製造するため、C/C複合材の外周面にしわが広く浅く分散し、しわが集中した欠陥箇所が生じることなく剥離あるいは、割れの生じにくい高密度で高強度のC/C複合材。
(もっと読む)
セメント含有スラリー成型用型、これを用いた成型装置、及び、成型方法

【課題】セメント含有スラリーの脱水成型を確実に、且、円滑に行うことができ、成型効率を向上し、様々な形状のセメントコンクリート製品を製造することができる成型用型、これを用いた成型装置、及び、成型方法を提供する。
【解決手段】成型用型1を構成する基体部10は、内部空間100と、内部空間100を画定する内側壁面11とを有している。通水部材13は、薄板状であって、その一面と、内側壁面11との間に隙間g1が生じる関係で、内側壁面11と面対向している。成型空間14は、通水部材13の他面によって画定されている。排水路15は、通水部材13と内側壁面11との間の隙間g1であって、面対向部分の全長に渡って伸びている。本発明に係る成型装置は、成型用型1と、押し型3との組み合わせによって構成され、押し型3は、成型空間14に出し入れ可能に組み合わされる。
(もっと読む)
中空湾曲押出品の製造方法、およびその成形装置
【課題】 エクストルダーの揺動ダイから押し出される中空管状の成形物に簡易かつ正確に必要な湾曲形状を付与でき、しかも押し出された中空湾曲成形物が引取りの際に不用意に変形しない画期的な中空湾曲押出品の製造方法と成形装置を提供する。
【解決手段】 エクストルダーにおける揺動ダイの押出口から成形材料を中空部を有する管状成形物として連続的に押し出すに際し、この管状成形物の管内壁を形成すべきマンドレルの押出側先端に位置する円弧側面に沿って前記揺動ダイの押出口を任意の角度方向へ横振りさせることにより当該管状成形物の押出方向を変向せしめ、こうして押し出されてくる管状成形物を前記横振り変向された揺動ダイの押出方向へ引き取り湾曲させる。
(もっと読む)
焼結管の製造方法及び支持治具
【課題】 焼結前の管状成形体の形状維持を精度よく行うことができる焼結管の製造方法及び支持治具の提供を目的とする。
【解決手段】 金属又はセラミックス粉末とバインダを含む管状の成形体20を作製するステップ(a)と、その外径が小さい縮径状態及びその外径が大きい拡径状態をなす棒状の支持部材10を、縮径状態で成形体20の中空部に挿入するステップ(b)と、支持部材10を成形体20の中空部に挿入した後に、支持部材10を拡径状態とするステップ(c)と、を備え、縮径状態の支持部材10の外径は、成形体20の内径よりも小さく、拡径状態の支持部材10の外径は、成形体20の内径と実質的に一致することを特徴とする焼結管の製造方法。
(もっと読む)
1 - 4 / 4
[ Back to top ]