
Fターム[4K034FA08]の内容
熱処理一般;主に搬送、冷却 (3,884) | 冷却剤 (312) | 固体 (11)
Fターム[4K034FA08]の下位に属するFターム
粉末 (5)
Fターム[4K034FA08]に分類される特許
1 - 6 / 6
冷却ロール装置
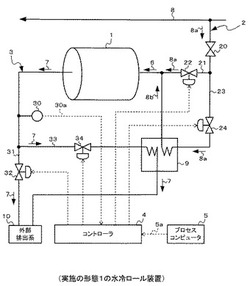
【課題】従来の冷却ロール装置は、熱交換器での冷媒の冷却量を制御することにより冷却ロールの金属帯の冷却能力が制御されるので、冷却対象である金属帯が変更された場合に、金属帯の冷却不足が生じる可能性がある。
【解決手段】本発明による冷却ロール装置では、入側冷媒流路2は、第1供給流路21、第1供給制御バルブ22、第2供給流路23、及び第2供給制御バルブ24を有している。第1供給制御バルブ22が開かれると、第1供給流路21から冷却ロール1に工業用水8aが直接供給され、第2供給制御バルブ24が開かれると、出側冷媒流路3を流れる排出冷媒7との間で熱交換が行われることで加温された加温冷媒8bが冷却ロール1に供給される。
(もっと読む)
焼入れ装置

【課題】金属部品の成形および焼入れのための設備に要するコストを低減でき、酸化スケールの生成を防止できながら、高強度かつ高品質な金属部品を得ることができる、焼入れ装置を提供する。
【解決手段】クランプ機構6(下クランプ部材7および上クランプ部材8)により金属部品2が挟持され、その金属部品2の焼入れ対象部分51の両側に第1電極34の接点部41および第2電極36の接点部46が当接される。この状態で、電源43がオンされて、第1電極34および第2電極36間に金属部品2を介して電流が流される。これにより、焼入れ対象部分51にジュール熱が発生し、焼入れ対象部分51が加熱される。その後、焼入れ対象部分51に下冷却型14および上冷却型25が当接され、焼入れ対象部分51が冷却されつつ型締めされる。
(もっと読む)
プレス硬化用金型の冷却装置
本発明は、プレス硬化用部品を生産する鋼板ブランクのプレス工程中、トリミング切断部位の冷却速度を遅延させられるようにその構造が改善されたものである。本発明に係るプレス硬化用金型の冷却装置は、鋼板ブランクを上、下部からプレス加工するように内部に冷却水供給部が配置される上、下部金型で構成されたプレス硬化用金型と、上、下部金型の冷却水供給部と鋼板ブランクの接触面との間に配置され、鋼板ブランク側に伝達される冷却水の温度を調節する冷却水温度調節手段に大別される。これによれば、本発明は、上、下部金型の冷却水供給部から伝達される冷却速度を遅延させてトリミング切断部位の急冷を防止して、硬度の高いマルテンサイト組織化することを防止することができるため、トリミング工程時にトリミング金型の摩耗を減らすことができ、耐久性の向上および生産性を増加させることができる有用な効果を有する。 (もっと読む)
ハブユニット軸受の外輪の焼入れ硬化層形成方法
【課題】外輪内周面の焼入れ硬化層の形成を行う際に、特殊形状でなく簡単な形状の焼入れコイルを用いて、複列の内周軌道間に設けられた取付け穴の内周面開口部近傍の硬化を防止した外輪内周面の硬化層を形成するハブユニット軸受の外輪の硬化層形成方法を提供する。
【解決手段】ハブユニット軸受の外輪内周面の焼入れ硬化層形成方法において、外輪の内周面から径方向外方に貫通して設けられているセンサーの取付け穴に、外輪の材料である鋼よりも熱伝導率の高い金属により作成された放熱治具を取付け、外輪の径方向内方から前記内周面を加熱して、焼入れ硬化層を第1内周軌道及び第2内周軌道を含む外輪の内周面に形成し、その際に、前記取付け穴の内周面開口部の近傍を前記第1内周軌道と前記第2内周軌道との間の他の内周面に比べて硬度を低くする。
(もっと読む)
プレス成形品の製造方法
【課題】防錆性が要請される部位では防錆性を満足させ、強度が要請される部位では強度を満足させることができるプレス成形品の製造方法を提供することを課題とする。
【解決手段】焼入れ可能な鋼系の基板部2と、基板部2の端に位置すると共に亜鉛系の防錆層4をもつ端板部3とが一体に連設された成形用鋼系素材1を準備する。成形用鋼板1の端板部3の温度を焼入れ温度未満及び/又は防錆層4の融点未満に維持しつつ、成形用鋼板1の基板部2を焼入れ温度以上に加熱する。所定の断面形状が形成されるように且つ成形用鋼板1の基板部2がダイクエンチされるように、成形用鋼板1を成形型の型面でプレス成形してプレス成形品7を形成する。
(もっと読む)
高周波熱処理方法および高周波熱処理装置
【課題】焼入れを必要とする第1部位に隣接しかつ焼入れが不要である第2部位を有する加工物において、焼入れ範囲を安定化させることが可能である高周波熱処理装置を提供する。
【解決手段】第1部位15を、焼入れするための焼入れ手段124,126,133〜139、加工物10の代表温度を、検出するための温度検出手段140、および、第1部位15を焼入れ手段124,126,133〜139によって焼入れする際、代表温度に基づいて、第2部位18の温度を調整することによって、第2部位18を非焼入れ状態に維持するための焼入れ防止手段152,163,165〜167,169,170,180を有する。
(もっと読む)
1 - 6 / 6
[ Back to top ]