
Fターム[5G325JB13]の内容
Fターム[5G325JB13]の下位に属するFターム
Fターム[5G325JB13]に分類される特許
1 - 5 / 5
同軸ケーブル用中空コア体の製造装置
【課題】 単一の成形ダイスで中空コア体を製造すること。
【解決手段】製造装置は、成形ダイス20と冷却装置とを備え、冷却装置は、風例筒42と水冷却装置46とを有している。成形ダイス20は、フランジと先端凸部とを有し、凸部には、内部導体の挿通用中心孔が設けられている。中心孔の外周には、内環状孔が設置され、内環状孔の外周から、当角度間隔で外方に向けて放射状に延びる直線状孔が設けられている。直線状孔の外端間には、これらを連結する外環状孔が設けられている。このようなダイス20を用い、中心孔内に内部導体を挿通させながら、内,外環状孔、直線状孔から溶融した樹脂を概略垂直下方に押出して、溶融樹脂を冷却装置で冷却固化させると、中空コア体が得られる。
(もっと読む)
樹脂被覆電線の製造方法及び樹脂被覆電線の製造装置並びに樹脂被覆電線

【課題】 空気(気泡)が樹脂被覆電線に入らず、樹脂と電線(ケーブル)との高い密着を可能とする品質が一定し製造後の検査が不要で、電線及び被覆量を減らしても通電性が高く軽量化が可能で、無検査、コスト節減、作業性や生産性の向上と効率化が可能になる製造装置を提供する。
【解決手段】 芯線110を配設する真空容器10と、真空容器10と接続された真空状態の洗浄装置21と、洗浄装置21と接続された、芯線110に樹脂被覆する樹脂被覆領域である真空状態の押出成形装置30と、樹脂被覆領域の後工程に配設された冷却装置40と、を備えた樹脂被覆電線の製造装置S。
(もっと読む)
同軸ケーブル用中空コア体の製造方法
【課題】成形時の面積引き落とし倍率を300倍よりも大きくしても、生産安定性が損なわれない同軸ケーブル用中空コア体の製造方法を提供する。
【解決手段】ダイスを使用した押出成形により、内部導体12の周囲に、熱可塑性樹脂からなり、内環状部14a、内環状部14aから放射状に延びる複数のリブ部14b、及び各リブ部14bの外端を連結する外環状部14cで構成され、内環状部14aと、外環状部14cと、リブ部14bとにより囲まれた複数の空隙部16を有し、外径が0.5mmを超え5mm以下であり、かつ長手方向に垂直な断面における空隙部16の割合が40%以上である絶縁被覆体14を形成する。その際、内部導体12の線速を20m/分以上、面積引き落とし倍率を300倍よりも大きくかつ2000倍以下とし、押出成形後に形成された絶縁被覆体14を強制的に冷却する。
(もっと読む)
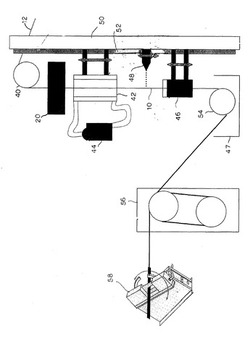
被覆電線の冷却方法とその冷却水槽、およびこの冷却水槽を有する電線被覆機
【課題】冷却水槽での冷却方式を改良し、冷却水槽での被覆電線の冷却時間を長く取れるようにする。
【解決手段】被覆電線の冷却工程は、1対のプ−リ101、102間に芯線を溶融合成樹脂で被覆した直後の高温状態の被覆電線を複数回にわたりスパイラル状に巻き付け、一方のプーリ101の一部を前記被覆電線とともに冷却水槽100内に貯留してある冷却水中に浸漬し、冷却水と接触させて冷却し、冷却水の水面上ではこの冷却水で濡れた被覆電線を外気と接触させ付着している冷却水を蒸発させ、この潜熱作用により走行中の被覆電線を所定温度に冷却する。
【選択図 】図3
(もっと読む)
被覆電線引取機
【課題】 冷却水との接触による被覆電線にかかるストレスが小さくてすむようにした状態で被覆電線に対する高い冷却能力を有することができて、ストレスによる被覆電線の伸びによって樹脂被覆と芯線との密着力低下を招くことなく、被覆電線を所定温度にまで冷却することができる被覆電線引取機を提供すること。
【解決手段】 樹脂被覆されて冷却水槽に導入された後に該冷却水槽を出て巻取機に向かう途中の被覆電線1を、前後に複数回往復させて巻き付けるための前後キャプスタン4,5と、これら前後キャプスタン4,5の間に配置されて該前後キャプスタン4,5間の下側被覆電線走行路に沿って延び、冷却用の水膜流を形成するための水膜流形成用溝状体6とを備え、前後キャプスタン4,5間において被覆電線1を前記水膜流の中を走行させるように構成した被覆電線引取機。
(もっと読む)
1 - 5 / 5
[ Back to top ]