
国際特許分類[B21B21/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 管のピルガー圧延 (37) | そのためのロール (5)
国際特許分類[B21B21/02]に分類される特許
1 - 5 / 5
高強度管の製造方法
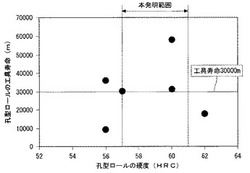
【課題】孔型ロールを用いて高強度の素管を高加工度で冷間圧延するピルガー圧延において、孔型ロールの工具寿命を長寿命化することが可能な高強度管の製造方法を提供する。
【解決手段】1対の孔型ロールと、その孔型ロールの間にマンドレルを備えたピルガー圧延により、引張降伏応力が700MPa以上の素管を、断面減少率が70%以上で冷間圧延する高強度管の製造方法であって、HRCで57〜61の硬度を有する低合金高速度鋼からなる孔型ロールを用いることを特徴とする。低合金高速度鋼は、質量%で、C:0.50〜0.75%、Si:0.02〜2.00%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:5.0〜6.0%、Mo:1.5〜4.0%、W:0.5〜2.0%、V:0.70〜1.25%およびAl:0.1%以下を含有し、残部がFeおよび不純物からなる化学組成を有するのが好ましい。
(もっと読む)
コールドピルガー圧延機用ロールダイスおよびその製造方法

【課題】 ピルガーのロールダイスの寿命改善により、生産性向上および製品品質の安定化を図ることが出来る鋼管の冷間圧延に用いられるコールドピルガー圧延機用ロールダイスおよびその製造方法を提供する。
【解決手段】 質量%で、C:0.30〜0.60%、Si:0.3〜1.2%、Mn:0.5〜1.5%、Cr:1.0〜4.0%、かつMo+1/2W:0.5〜1.5%、残部Feおよび不可避的不純物からなり鋼を鍛造および圧延における終止温度を900〜1150℃とすることを特徴とするコールドピルガー圧延機用ロールダイスの製造方法。また、上記成分組成に加えて、Ni:0.05〜0.5%、かつV+1/2Nb:0.1〜1.2%からなることを特徴とするコールドピルガー圧延機用ロールダイスの製造方法およびその方法により製造されたコールドピルガー圧延機用ロールダイス。
(もっと読む)
金属管の冷間圧延方法
【課題】ピルガー圧延による最終仕上後の管内面の寸法形状(真円度)および平面性状に優れ、内面渦流探傷に際しS/N比を保証できる金属管の冷間圧延方法を提供。
【解決手段】孔型径Dxおよびサイドリリーフ量Fxで構成される孔型からなる一対のロールダイスを用い、さらにマンドレルを備えたピルガー圧延による冷間圧延方法において、前記ロールダイスの下記(1)式で表されるサイドリリーフ率SRを0.5〜1.5%の範囲とし、前記マンドレルにおける加工部のテーパーθ1を0.25°以下で、同マンドレルにおける仕上部のテーパーθ2を0.1°以下とし、さらに被加工材の送り量F(1パス当たり)を1.0〜2.5mmとし、かつサイドリリーフ率SRとの関係が下記(2)式を満足して最終仕上圧延する金属管の冷間圧延方法。SR(%)={(2×Fx)/(2×Fx+Dx)}×100・・・(1)、F≦3.0−SR・・・(2)
(もっと読む)
金属管の冷間圧延方法
【課題】ピルガー圧延による最終仕上後の管内面の寸法形状(真円度)および平面性状に優れ、内面渦流探傷に際しS/N比を保証できる金属管の冷間圧延方法を提供。
【解決手段】孔型径Dxおよびサイドリリーフ量Fxで構成される孔型からなる一対のロールダイスを用い、そのロールダイスの間にマンドレルを備えたピルガー圧延による冷間圧延方法において、前記ロールダイスの下記(1)式で表されるサイドリリーフ率SRを0.5〜1.0%の範囲とし、パススケジュールとして断面Rdを70〜90%とし、かつ内径Rdを25〜40%とし、さらに被加工材の送り量(1パス当たり)を1.0〜3.0mmとして最終仕上圧延することを特徴とする金属管の冷間圧延方法である。 SR(%)={(2×Fx)/(2×Fx+Dx)}×100 ・・・ (1)
(もっと読む)
冷間圧延法による超薄肉継目無金属管の製造方法
【課題】継目無金属管の薄肉側の製造可能範囲を飛躍的に拡大できる冷間圧延方法による超薄肉継目無金属管の製造方法を提供する。
【解決手段】コールドピルガミルによる継目無金属管の製造方法において、ロールの噛み込み入口側から仕上げ出口側に向かって径が拡大するテーパ状孔型を有するロールと、噛み込み入口側から仕上げ出口側に向かって径が拡大するテーパ状マンドレルを用い、拡径しながら冷間圧延することにより、驚異的な肉厚リダクションを得ることができる超薄肉継目無金属管の製造方法である。なかんずく、熱間製造プロセスにより製造された小径薄肉継目無金属管を再度加熱し、熱間にて傾斜圧延機を用いて拡径圧延して製造された薄肉継目無金属管を素管として、さらに冷間圧延工程で拡径圧延することにより、肉厚が0.6mmクラスの超薄肉継目無金属管を比較的容易に得ることができる。
(もっと読む)
1 - 5 / 5
[ Back to top ]