
国際特許分類[B21B25/06]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属管圧延機のためのマンドレル,例.グループ17/00に包含される方法に用いられる型のマンドレル;そのための付属品または補助手段 (74) | マンドレルの交換 (16)
国際特許分類[B21B25/06]に分類される特許
1 - 10 / 16
継目無鋼管圧延装置及び圧延方法
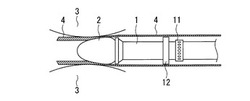
【課題】設備や操業のコストを大幅に増大させることなく、シェル内面の2次スケールを完全に除去して、内面疵の発生を防止することが可能な継目無鋼管圧延装置及び圧延方法を提供する。
【解決手段】被圧延管4内面圧延用のプラグ2をバー先端で支持するマンドレルバー1を備えた継目無鋼管圧延装置であって、前記マンドレルバーはその長手方向の少なくとも一部に、被圧延管内面へ高圧水を噴射するノズル11と、該ノズルへ水をバー後端からバー内部を通して供給する給水路24と、前記ノズルと隣接しバーを囲んで回転して被圧延管内面を研掃する円環状のワイヤブラシ12と、バー内部に在って前記ワイヤブラシの回転を駆動する駆動機構とを配設されてなる。
(もっと読む)
プラグハンドリング治具

【課題】プラグハンドリングにおける手の挟圧やCフックからのプラグ落下の危険性を無くするプラグハンドリング治具を提供する。
【解決手段】プラグハンドリング治具は、専用ラック12に立設してプラグ10のバー孔4に遊嵌しバー孔底を支えてプラグ10をラック床面2上に隙間7を空けて保持可能としたプラグ支柱5と、該プラグ支柱で保持されたプラグ10を隙間7ごと筒下端開口から筒内に収容可能かつ筒外から隙間7に通したプラグ支持具3で筒内のプラグ10を支持可能として筒上端にクレーンフックに係合する吊手8を設けたプラグ搬送筒とを有してなる。
(もっと読む)
潤滑剤の塗布方法およびそれに用いるプラグの再生設備列
【課題】プラグを穿孔圧延機に供給する経路において、塗布に用いる装置の構成を簡略化できるとともに、乾燥に要する時間を抑制できる潤滑剤の塗布方法、およびそれに用いるプラグの再生設備列を提供することを目的とする。
【解決手段】継目無鋼管の製造に用いられる穿孔圧延機で循環使用されるプラグ1の表面に潤滑剤を塗布する方法であって、プラグ1を回転させることなく、その表面に潤滑剤を塗布して潤滑膜を形成し、潤滑膜を乾燥させることなくプラグを穿孔圧延に用いることを特徴とする潤滑剤の塗布方法である。前記潤滑剤の塗布方法では、プラグ1の表面に潤滑剤を塗布するに際し、プラグ1の表面の半周に亘って潤滑剤を塗布するのが好ましい。
(もっと読む)
継目無鋼管用プラグ搬送設備およびプラグ搬送用トレー
【課題】継目無鋼管の圧延作業を阻害しないように、新しいプラグおよび劣化したプラグの搬送作業が迅速にかつ安定して行える継目無鋼管用プラグ搬送設備を提供する。
【解決手段】所定区間に配設されたモノレール(5)と、モノレール(5)を走行するキャリア付き搬送用電車(4)と、搬送用電車のキャリア(4B)に吊り下げてなるケーシング(3)と、を具備し、該ケーシング(3)は、プラグ搬送用トレー(2)にプラグ(1)を一つ縦にした状態で載せたまま収納できる大きさを有し、かつその下端部に、プラグ搬送用トレー(2)の4隅部の底と当接可能なように内向きに突設されてなるトレー受け部(3A)を有する。
(もっと読む)
シームレス鋼管を製造するための方法及びその方法を実施するための圧延機
本発明は、連続圧延プロセスでシームレス鋼管を製造するための方法及び圧延機であって、最初に初期材料が穿孔圧延機で中空ブロック8に成形され、次に中空ブロックが、マルチスタンド式の連続圧延機1で、予め通されたマンドレルバー10の上で素管9に圧延され、入側に配置されたマンドレルバー保持及び移動装置5によって把持された、中空ブロックを収容するマンドレルバー10が、連続圧延機1に供給され、連続圧延機に後置接続された引抜き圧延機4で素管がマンドレルバー10によって引抜き圧延された後に、入側に搬送して戻される方法及び圧延機に関する。
本発明の課題は、特に素管の温度低下を小さくして、一定の製品品質で多くの個数を可能にすることである。
このために、マンドレルバー10が、素管9と共に、連続圧延機1の最後のスタンド2.nから出た後に、入側のマンドレルバー保持及び移動装置5から解放され、これと平行して、第2の後置接続のマンドレルバー保持及び移動装置6によって引き取られ、素管9が引抜き圧延機4を介して引抜き圧延されるまで保持される。  (もっと読む)
(もっと読む)
継目無鋼管製造用固定プラグ
【課題】 熱間継目無鋼管の製造に使用されるプラグをマンドレルバーに固定した際の脱着を短時間、かつ容易に実施できる簡単な構造で、しかも作業労働負担を軽減することができる継目無鋼管製造用固定プラグを提供する。
【解決手段】 ピアサー用固定プラグにおいて、プラグの内面円周上に溝部を設けると共に、マンドレルバーキャップの先端部にキーを設けることにより、プラグとマンドレルバーを一体に嵌合固定することを特徴とする継目無鋼管製造用固定プラグ。
(もっと読む)
熱間圧延用Crメッキマンドレルバーの使用方法
【課題】マンドレルバーに発生した表面疵に応じて、再生処理またはサイズダウン処理を行い、寿命延長と原単位の向上を達成するできる使用方法を提案する。
【解決手段】マンネスマン製管法におけるマンドレルミル圧延で繰り返し使用されるCrメッキマンドレルバーの使用方法であって、前記マンドレルミル圧延での使用にともなって発生する表面疵の開口幅Hが1.5mm以上であり、かつ、その表面疵の深さDが0.3mm以上、2.0mm未満の場合に、再生処理して、再び同一寸法工具として使用すること、若しくは前記マンドレルミル圧延での使用にともなって発生する表面疵の深さDが2.0mm以上になった場合に、サイズダウン処理し、再び小径寸法工具として使用することを特徴とする熱間圧延用Crメッキマンドレルバーの使用方法である。
(もっと読む)
継目無鋼管用プラグの交換方法
【課題】プラグを交換するに際し、ねじ同士を螺合させる螺合工程の初めで、ねじ山同士の噛み合わせが進行し一方が他方に乗り上げる形で噛み止まる「かじり」を防止し、プラグ着脱作業を完了できるプラグの交換方法を提供する。
【解決手段】プラグ着脱作業時、プラグを逆回転させつつ前進もしくは後退させ、かつ螺合工程よりも以前に、所定の接触力がプラグ側とバー側の同じねじ山同士の間に加わるようにする。その後、プラグにその1回転ごとに前・後に移動する動きをさせ、この動きにより、プラグ回転角度およびプラグ位置を測定し、「かじり」を回避するのに最適なプラグ回転角度およびプラグ位置を検出し、次いで、検出した最適なプラグ回転角度からプラグを正回転させる。
(もっと読む)
継目無鋼管用プラグバー中心検出装置
【課題】基準軸(Z軸)に対してプラグバーの先端部近傍の軸心がY方向およびX方向の両方へ曲がっている場合でもその軸心を精度よく簡便に検出することが可能な検出装置を提供する。
【解決手段】プラグバー長手方向の少なくとも2箇所にプラグバーの軸心を挟んで対向配置された一対のシリンダーと、それぞれのシリンダーのロッドが前記プラグバーの周縁に当接するまでの移動量を測定する距離センサーと、該距離センサーからの移動量の信号に基づいて前記プラグバーの先端部近傍の軸心の傾斜角を算出する演算装置と、を具備してなる。
(もっと読む)
穿孔機のプラグ固定装置
【課題】 構造が簡略で、簡単に交換でき、かつプラグ内部を冷却することができるプラグとマンドレルの固定ができる継目無鋼管を穿孔圧延する際に用いる穿孔機のプラグ固定装置を提供する。
【解決手段】 継目無鋼管を穿孔圧延する際に用いるピアサープラグをマンドレルに固定するに当たり、バーキャップに突起のある半月キーを用いて、該半月キーの突起部をプラグ内部に掛けることにより固定する穿孔機のプラグ固定装置。また、上記半月キーをバーキャップに取り付け、Cリングで半月キーを固定する穿孔機のプラグ固定装置。
(もっと読む)
1 - 10 / 16
[ Back to top ]