
国際特許分類[B21B37/24]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 厚さ,幅,直径またはその他横断寸法の制御 (186) | 予定のプログラムに応じて厚さを自動的に変えるもの (33)
国際特許分類[B21B37/24]の下位に属する分類
国際特許分類[B21B37/24]に分類される特許
1 - 10 / 10
鋼板の圧延方法及びパススケジュール算出方法
【課題】目的とする形状に鋼板を高精度に圧延すること。
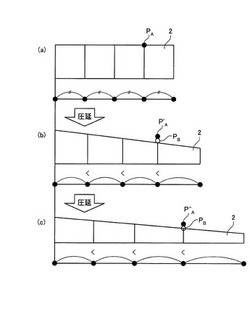
【解決手段】パススケジュール演算装置が、分割部の断面積がパス間で同じになるように各パスの鋼板を長手方向に仮想的に分割し、各分割点のパス間の位置変化に基づいて、各分割点における先進率を予測する。これにより、マスフロー一定の原則からi番目のパスにおける鋼板2の分割点の位置PAは、次のi+1番目のパスでは位置PA’となり、i+1番目のパスにおける鋼板2の分割点の位置PBと一致するので、先進率を算出する際に用いられる出側板厚に誤差が生じない。このため、鋼板2の長手方向位置を高精度に算出し、目的とする形状に鋼板を高精度に圧延することができる。
(もっと読む)
テーパ鋼板の勾配変更点の探索方法及びテーパ鋼板の製造方法

【課題】最終製品に合わせた鋼板の切断が可能なテーパ鋼板の勾配変更点の探索方法及びテーパ鋼板の製造方法を提供する。
【解決手段】テーパ鋼板の長手方向のn箇所で板厚を測定する工程と、任意の2つの板厚測定箇所における板厚差を算出する工程と、板厚差及び上記任意の2つの板厚測定箇所間の距離を用いてテーパ度を算出する工程と、算出されたテーパ度が基準値以上であるか否かを判断する工程と、x個のテーパ度のうち、すべてのテーパ度が基準値以上であるか否かを判断するテーパ数判断工程とを有し、テーパ数判断工程で肯定判断された場合、x個のテーパ度の最初のテーパ度と対応する最初の板厚測定箇所をテーパ鋼板の勾配変更点として決定するテーパ鋼板の勾配変更点の探索方法、及び、該方法で決定された勾配変更点を基準にテーパ鋼板の切断位置を決定する工程と、決定された切断位置でテーパ鋼板を切断する工程とを有するテーパ鋼板の製造方法とする。
(もっと読む)
圧延方向に板厚がテーパ状に変化するテーパ鋼板の板厚制御方法
【課題】圧延方向に板厚がテ−パ状に変化するテ−パ鋼板を圧延する際に、段差量が大きい場合においても、板厚精度の高いテーパ鋼板の圧延が可能な方法を提供する。
【解決手段】予測圧延荷重と圧延荷重,ロールギャップ及び鋼板の出側板厚の間に成り立つ関係式に基づいてロールギャップを設定し板厚制御を行う制御系を用いて、目標出側板厚を圧延長に従ってテーパ状に変更することにより出側板厚を圧延方向に連続的に変化させるテーパ鋼板の板厚を制御する際に、出側板厚の関数で表されたミル剛性係数の設定値を用いる。
(もっと読む)
熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法、それにより製造されたストリップ、及びそのような被覆ストリップの使用
本発明は、熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法に関する。本発明により、本方法は、下記の工程:・熱間圧延された鋼ストリップを用意する工程、・ストリップを金属被覆で被覆する工程、・このストリップからテーラーロールドブランク(TRB)を切断できるように、複数の厚肉部及び複数の薄肉部を少なくとも有することでその長さ方向においてストリップの厚さが変化するようにストリップを冷間圧延する工程を含んでなる。本発明は、このようにして製造されたストリップ及びそのような鋼ストリップの使用にも関する。 (もっと読む)
圧延方向に板厚がテーパ状に変化するテーパ鋼板の板厚制御方法
【課題】圧延長が長くなる場合においても板厚精度の高いテーパ鋼板の製造方法を提供する。
【解決手段】予測圧延荷重と圧延荷重,ロールギャップ及び鋼板の板厚の間に成り立つ関係式に基づいてロールギャップを設定し板厚制御を行う制御系を用い、目標出側板厚を圧延長に従ってテーパ状に変更することにより出側板厚を圧延方向に連続的に変化させるテーパ鋼板の板厚制御方法において、隣接する制御のサンプリング点間の圧延荷重差予測値及び板厚測定値に基づいてロールギャップ設定値を補正する。
(もっと読む)
差厚鋼板の平面形状制御方法
【課題】
厚板圧延の差厚鋼板の製造に際し、厚みの異なる先尾端のクロツプ形状制御を実現する差厚鋼板の平面形状制御方法の提供を目的とする。
【解決手段】
長手方向の先尾端で板厚が異なる差厚鋼板の圧延において、幅出し圧延最終1パス前に異厚圧延を行い、幅出し圧延最終パスにおいて圧延方向に、厚さ変化を与えて、被圧延材のサイドクロツプを制御し、その後差厚仕上げ圧延を行うことを特徴とする差厚鋼板の平面形状制御方法。
(もっと読む)
差厚鋼板の圧延方法
【課題】 圧延作業能率の向上を図り、全長に渡って平坦度が良好な差厚鋼板を製造することができる差厚鋼板の圧延方法を提供する。
【解決手段】 少なくとも上、下いずれか一方の分割型バックアップロール20、50を構成する各分割バックアップロール21〜27、51〜57がそれぞれ独立した圧下装置301〜307、601〜607荷重測定装置321〜327、621〜627および圧下位置測定装置341〜347、641〜647を有する分割バックアップロール型板圧延機により差厚鋼板Pを圧延する。予め定めた設定荷重を全圧延荷重の目標値として圧延を開始し、設定荷重に到達した後の主圧下位置の変化を監視し、主圧下位置の変化に応じて全圧延荷重の目標値を変更し、変更した目標値に基づき主圧下位置および分割バックアップロール圧下位置を調整する。
(もっと読む)
異形鋼板の板厚制御方法
【課題】 異形鋼板、特に両端に平行部を有するたとえば平行部付一方向異形鋼板の板厚精度を向上させる異形鋼板の板厚制御方法を提供する。
【解決手段】 リバース圧延機により両端に平行部を有する異形鋼板を圧延するに際し、遅くとも最終圧下前のパスにおいて、前記異形鋼板の少なくとも一方の平行部厚さを測定して該平行部の厚さの実績値を算出し、該実績値と当該パスにおける該平行部厚さのゲージメータ厚との差分をオフセット量として算出するとともに算出されたオフセット量に基づき次回パスにおける当該平行部厚さ及び他の平行部厚さのゲージメータ厚を補正する。
(もっと読む)
熱間圧延時の目標板厚設定方法
【課題】 冷延鋼板において、熱間圧延時の先端部に相当する部位においても、定常部と同様の材質特性が得られ、コイル長手方向全長にわたって均一な材質特性が得られるような、冷間圧延用の素材を製造可能な熱間圧延時の目標板厚設定方法を提供する。
【解決手段】 熱間圧延時の目標板厚設定方法は、冷間圧延用素材を製造するための熱間圧延時の目標板厚設定方法であって、熱間圧延時の先端部の目標板厚t0を、熱間圧延時の定常部の目標板厚t1よりも小さく設定するようにしている。
(もっと読む)
管の延伸圧延機の圧延制御方法
1 - 10 / 10
[ Back to top ]