
国際特許分類[B21B37/68]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 帯材,薄板材または板材のためのキャンバーまたはステアリング制御,例.曲がりくねりを防ぐもの (19)
国際特許分類[B21B37/68]に分類される特許
1 - 10 / 19
粗圧延機におけるシートバーセンタリング制御方法および粗圧延機
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
鋼板ストリップの蛇行矯正方法及びその装置
【課題】鋼板ストリップにステアリングロールの傾きによる荷重を生じさせることなく且つ張力を低下させる必要なく鋼板ストリップの蛇行を矯正する鋼板ストリップの蛇行矯正方法及び蛇行矯正装置を提供する。
【解決手段】鋼板ストリップ1の左右両サイドを均等な圧力で表裏から挟みつけることができる機能を備えたロール2A、2bの対を設置し、前記ロールの対よりも上流側で鋼板ストリップの左右いずれかのエッジを加熱するか、左右の加熱量に差を生じさせ、この加熱された部分の通過時にこの加熱された部分による前記ロールの対の左右の加熱量を変化させ、その左右いずれか一方のロール径を他方より膨大させて、左右における周長が相違する前記ロールにより鋼板ストリップの蛇行を矯正する鋼板ストリップの蛇行矯正方法。
(もっと読む)
熱間圧延設備

【課題】被圧延材のウェッジ比率を変化させる仕上圧延スタンドを特定し、適切に被圧延材の蛇行を防止することができる熱間圧延設備を提供する。
【解決手段】熱間圧延ラインの各仕上圧延スタンド間で、被圧延材8の尾端平面形状をそれぞれ検出し、検出した尾端平面形状から各仕上圧延スタンド出側での被圧延材8のウェッジ比率を算出する。そして、入側と出側とでウェッジ比率が許容値以上変化している仕上圧延スタンドを特定し、そのウェッジ比率変化量に基づいて、ウェッジ比率を抑制すべく、特定した仕上圧延スタンド及び当該仕上圧延スタンドよりも下流側に配置された仕上圧延スタンドの少なくとも1つの作業側と駆動側とのロール開度差を補正する。
(もっと読む)
圧延制御方法および圧延制御装置
【課題】制御能力を低下させずに装置寿命を延ばすことが可能な圧延制御方法および圧延制御装置の提供。
【解決手段】圧延機Fn,Fn+1における鋼板Pの蛇行量を蛇行センサ3により検出し、C1級関数の状態フィードバックによるスライディングモード制御により、鋼板Pの蛇行量から圧延機Fn,Fn+1の圧下レベリング操作量をスライディングモード制御コントローラ4により算出し、算出された圧下レベリング操作量に基づいて油圧制御装置5により圧延機Fn,Fn+1の圧下装置24の圧下レベリングを操作する。
(もっと読む)
リバース圧延機での蛇行制御方法
【課題】リバース圧延機で圧延材の蛇行を確実に無くす。
【解決手段】本発明の蛇行制御方法は、圧延前における圧延材のキャンバ量を基に、圧延中の圧延材の蛇行量を制御するものであり、特に、圧延材のキャンバ量と当該圧延材を圧延した際に発生する蛇行量との関係を予め求めておくと共に、前記発生した蛇行量と当該蛇行量を補償する圧延機のレベリング量とを求めておき、圧延材のキャンバ量に応じて、圧延機のレベリング量を調整するものである。
(もっと読む)
熱間圧延における尾端蛇行制御方法
【課題】蛇行検出装置を用いずに、最尾端での蛇行以外の要因による差荷重外乱を除去することができる、熱間圧延における尾端蛇行制御方法を提供することを課題とする。
【解決手段】各スタンドの圧延機のオペサイドとドライブサイドとの差荷重に基き蛇行制御を行う、熱間圧延における尾端蛇行制御方法であって、前スタンドの蛇行制御量を当該スタンドの蛇行制御量に一定比率で加算するフィードフォワード制御を行う。
(もっと読む)
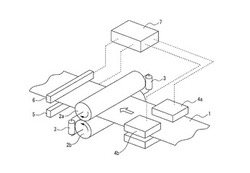
連続鋼帯プロセスラインにおける蛇行矯正方法および装置
【課題】連続焼鈍設備で連続鋼帯通板時の蛇行を簡単な手段で防止すること。
【解決手段】連続する鋼帯を上下にジグザグ状に方向転換して案内するように、複数の互いに平行な水平軸ロールを上側に配置する。その下方で互いに平行な水平軸ロールを、前記2本の間に位置するように配置し、下側ロールの1本は制御ロール3とする。ロール長さ方向中央で外周付近を仮想支点として、鉛直軸線回りに揺動可能に支持する。前記制御ロールの下側に架台4を設け、架台の上面にロールの揺動半径に応じた円弧状レール5を設け、レールの上にレールに沿って移動可能な移動台6を載置し、該移動台には揺動手段7を接続する。そして、制御ロールの軸方向に平行に長いライナー9を前記架台の下側に挿入し、前記上ロールの軸線に直交する仮想鉛直面内で前記架台を傾斜させる。
(もっと読む)
熱間仕上圧延における蛇行防止方法、および、それを用いた熱延金属板の製造方法
【課題】熱間圧延ラインの仕上圧延機での圧延における被圧延材の蛇行を防止できる方法、および、それを用いた熱延金属板の製造方法、そして、好ましくは、クロップ形状認識装置を設置して熱間圧延ラインの仕上圧延機での圧延における被圧延材の蛇行を防止するにあたり、その設置数を減らせる方法、および、それを用いた熱延金属板の製造方法を提供する。
【解決手段】熱間圧延ラインの仕上圧延機の入側および/または圧延機間にて、被圧延材8の長手方向端部の平面形状を測定し(30,31)、該平面形状からウエッジ比率を求め、蛇行を防止すべく仕上圧延スタンドの作業側と駆動側のロール開度差dSを設定する。
(もっと読む)
熱間仕上圧延における蛇行防止方法、および、それを用いた熱延金属板の製造方法
【課題】熱間圧延ライン100の仕上圧延機18での圧延における被圧延材8の蛇行を防止できる方法、中でも、被圧延材8の先端噛み込み直後の蛇行をも防止できる方法、および、それを用いた熱延金属板の製造方法であって、クロップ形状認識装30を設置して熱間圧延ライン100の仕上圧延機18での圧延における被圧延材8の蛇行を防止するにあたり、その設置数を減らせる方法、および、それを用いた熱延金属板の製造方法を提供する。
【解決手段】 複数の圧延スタンドが連設されてなる仕上圧延機の中間スタンド間にて、被圧延材の長手方向における端部の平面形状を測定し、該平面形状からウェッジ比率を求め、次材の端部において、前記ウェッジ比率を抑制すべく前記中間スタンド間よりも上流側にある仕上圧延スタンドの作業側と駆動側のロール開度差を設定する。
(もっと読む)
金属板材の蛇行防止圧延方法
【課題】金属板材の圧延過程で、金属板素材の形状とワークロールの圧延方向のオフセット量を考慮した適正なレベリング制御を行なうことにより、蛇行を防止する圧延方法を提供することである。
【解決手段】冷間リバース圧延等の圧延過程における金属板材2のレベリング制御を、金属板素材の形状と圧下率に起因する圧延蛇行量Q1から求めたレベリング量G1に、ワークロール1a、1bの圧延方向のオフセットに起因する蛇行量Q2から求めたレベリング量G2を加えた蛇行修正レベリング量Gに基づいて行なうようにした。レベリング制御を、圧延蛇行量Q1に、作業側(WS)と駆動側(DS)で、大きい圧下量のアンバランスを引き起こすオフセット蛇行量Q2を加えた蛇行量に基づいて行なうことにより、蛇行を効果的に防止することが可能となり、圧延歩留および圧延能率の向上に寄与できる。
(もっと読む)
1 - 10 / 19
[ Back to top ]