
国際特許分類[B21D43/06]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属板,金属管または金属プロフィルを加工または処理するための装置内に組み込まれあるいはその中に配置され,あるいは関連して使用するために特に適応された給送,位置決め,または貯蔵装置;切断装置との組合せ (728) | ダイスまたは工具のストロークと関連した被加工物の送り (393) | 被加工物に対して機械的に係合する手段によるもの (277) | 処理される板または類似のものの対応する部分と協働する凹部もしくは凸部係合部分を有するもの (6)
国際特許分類[B21D43/06]に分類される特許
1 - 6 / 6
ホットプレス用搬送装置
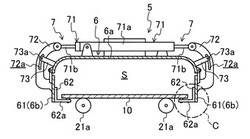
【課題】ホットプレスを行う生産ラインの各工程間において搬送中の被搬送物を焼き入れに必要な温度に維持する。
【解決手段】鋼板10の上面側全域を覆う天板6a、及び天板6aの外周縁から下方に突出し天板6aとで下方に開口する保温空間Sを内側に形成する側板6bからなる保温カバー6を備える。保温空間Sの互いに対向する開口周辺に複数の掛止杆62を接近・離間可能に設ける。掛止杆62は互いの接近動作により保温空間Sに側方から進出し、鋼板10の外周縁に下方から掛止して鋼板10を次工程に搬送すべく保持する一方、互いの離間動作により保温空間Sから側方に後退し、次工程に搬送された鋼板10を移載する。掛止杆62が鋼板10を保持した状態で、保温空間Sの開口を鋼板10で覆う。
(もっと読む)
プレス装置

【課題】よりシンプルな構造であって、且つ被プレス板材の終端まで自動的に金型に送ることができる送り装置を備えてより効率良くプレス成形を行うことができるプレス装置を提供する。
【解決手段】金型11、12と、被プレス板材Wを金型に順次送る第1送り装置とを備え、被プレス板材には長手方向に沿って被プレス部と被クランプ部とを有している。第1送り装置は金型に対して、被プレス板材の幅方向における少なくとも一方の端部に設けられており、被プレス板材の被クランプ部をクランプするクランプ手段23と、金型のプレス成形動作に応じて、クランプ手段を次にクランプするべき被クランプ部の位置まで送り方向に対して反対方向である反送り方向に移動させる押圧手段21、22と、プレス成形を終えた金型の戻り動作に応じて反送り方向に移動させたクランプ手段23を送り方向に移動させて元の位置に戻す圧力手段33、32と、を有している。
(もっと読む)
ミスフィード検知可能なプレス加工装置
【課題】不良品の加工や金型の破損を確実に防止することのできるプレス加工装置を提供する。
【解決手段】少なくとも一方が可動の一対の金型を有する金型部と、金型の少なくとも一方を駆動する金型駆動部と、金型部にプレス材料を搬送するとともに、金型部からプレス材料を排出させるフィーダー部と、金型部外部に設けられ、プレス材料に形成された穴の位置を検出する穴位置検出部と、穴位置検出部が異常を検知した場合、金型駆動部を停止させるコントロール部と、を有するプレス加工装置とする。
(もっと読む)
板金加工方法
【課題】レーザー切断加工により切断加工した切断製品を折り曲げ加工する際、母材と干渉することなく安定した状態で精度の高い折り曲げ加工を行うことが出来、更に連続的に移送して連続的に板金加工を行うことが出来る板金加工方法を提供する。
【解決手段】この発明の実施形態では、先ず金属板等の母材1からレーザー加工機(図示せず)により切断製品Wの外形を切断する際、少なくとも一箇所(この実施形態では3ヵ所)の支持接合部4a,4b,4bを残して外形を切断し、そして、この外形を切断する際に、次工程(半完成曲げ工程)で折り曲げ加工する切断製品Wの加工外形部が変形して前記母材1と干渉しない切断間隙hを設けて切断する。即ち、この切断間隙hは、予め母材1から切断した切断製品Wを次工程のプレスマシン2(曲げ加工機)により折り曲げて加工する際に切断製品Wの変形量を測定しておき、この変形量に対応した寸法で切断間隙hを形成するものである。
(もっと読む)
シート状被加工材料間欠送り装置
【課題】シート状被加工材料も高速送りを可能にすること。
【解決手段】シート状被加工材料間欠送り装置は、揺動用カム手段30、32、昇降用カム手段34、スイングアーム40、スライダ70、複数の送りピン110、グリップ手段Grなどを備えている。スライダ70が戻り位置にあるとき、該カム手段30、32、34が180°回転させられると、送りピン110が上昇して被加工材料Mの、対応する貫通穴Mhに嵌合させられかつ、グリップ手段Grが被加工材料Mの両側部の両面をグリップしてから、スライダ70が送り位置まで移動させられて、被加工材料Mが所定のストロークSだけ送り方向Xに送られる。
(もっと読む)
打ち抜き廃片の再活用プレス方法及びその設備
【課題】従来、廃棄されていたスクラップ片の有効利用を図ることができ、更には、従来のコイル材(条材)のプレスラインも使用可能な生産性のよい打ち抜き廃片の再活用プレス方法及びその再活用プレス設備を提供する。
【解決手段】プレス加工装置11から排出される打ち抜き廃片12を直接又は一旦スクラップ一時保管部13によっ貯留した後、徐々に排出される打ち抜き廃片12を、直列状に連結する直列連結装置14と、連結された打ち抜き廃片12からなる直列連結板材15を連続的にプレス加工する廃片プレス加工装置17と、直列連結装置14から直列連結板材15を廃片プレス加工装置17に送り込む板材搬送装置16とを有し、板材をプレス加工することによって発生する複数枚の打ち抜き廃片12を再活用する。
(もっと読む)
1 - 6 / 6
[ Back to top ]