
国際特許分類[B21D53/64]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 他の特定物品の製造 (1,238) | 刃物類;庭園工具または類似のもの (26) | ナイフ;はさみ;切削刃 (22)
国際特許分類[B21D53/64]に分類される特許
1 - 10 / 22
鼻毛カッターの外刃製造方法および外刃
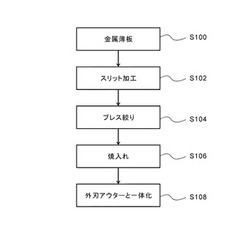
【課題】面倒な加工方法を用いる必要が無く生産性を大幅に向上させ、スリットの加工形状の設計自由度を増やす。
【解決手段】a)平板状の金属薄板に、前記スリットとなる長孔を放射状に加工する;b)この金属薄板を絞り加工することによって先端部から軸方向に伸びるスリットを有する外刃インナーを加工する;c)この外刃インナーを焼き入れする;d)前記外刃インナーのスリットより周方向に僅かに広いスリット状の開口が形成された樹脂製の外刃アウターの内側に前記外刃インナーを挿入し、前記外刃インナーのスリットの内縁を前記外刃アウターの開口内に僅かに突出させるように前記外刃アウターと前記外刃インナーとを一体化する;以上の工程a)〜d)を有する。
(もっと読む)
医療用ナイフ

【課題】 製造が容易で、耐食性があり、硬度が十分で切れ味もよく、靱性もあって欠けが発生しない医療用ナイフの製造方法を提供する。
【解決手段】 オーステナイト系ステンレス鋼の線材に固溶化熱処理と伸線加工を施し、細い径の線として所定の長さにカットしてワーク10を形成する。ワーク10を、圧下率60〜75%でプレスしてへら状の先部10bとし、加工硬化によりこの先部10bの硬さをHv550以上にする。その後、切削加工などによりへら状先部10bを切削し、ナイフ本体10cと切刃10dを形成する。
(もっと読む)
マイクロサージャリー用刃体の製造方法
【課題】 鋭利な切刃エッジを備えたマイクロサージャリー用刃体を、簡単、低コストで得ることができる新規な製造方法を提供する。
【解決手段】 熱処理により硬化させた金属製の薄い平板状基材に打ち抜き加工(第一のプレス工程)を施して刃体形状体を形成する。次に、プレス機によりシェービングパンチを駆動し、その刃体形状体の表面に対し、斜めにシェービングパンチをあてるシェービング加工(第二のプレス工程)を施し、刃体形状体の先部に斜めのシェービング加工面を形成して、切刃エッジを仕上げる前の中間部材を得る。さらに、仕上げ研磨と刃付け研磨(研削工程)を施して切刃エッジと刃先を仕上げ、マイクロサージャリー用刃体が完成する。
(もっと読む)
トムソン刃の打ち抜き装置
【課題】トムソン刃にミシン刃、リ−ド罫(刃と罫線が一定ピッチで繰り返されている刃物)あるいは、ニック(紙を切断時にわざと切断しない部分を作って一時的に切断部をつないでおいて後の行程で切断するもの)を任意の深さと幅で加工する。
【解決手段】数種類の雄型雌型からなる金型部38をベ−ス18に脱着し、またそれが簡単になるように雄型1に雄型切り欠き部11を加工し、その雄型切り欠き部11にレバ−6、プッシャ−20,レバ−移動ベ−ス21,22からなるレバ−部を横から挿入し、レバ−6の移動を雄型1に伝えトムソン刃にミシン溝、罫線溝あるいはニック溝を加工する。金型側を脱着可能に固定し、プレス機械側を動かすことにより脱着の容易な、部品点数の少ない、場所をとらない金型、機械構造になり、また打ち抜き時の抜きカス12は基本的に小さいものなので、エア−ブロ−穴7よりの空気圧により排除されるトムソン刃打ち抜き装置。
(もっと読む)
トムソン刃の溝削り加工装置
【課題】設置場所の制約のなかで華奢な機械でトムソン刃1の不安定な姿勢の条件下での両側面に正確な深さの切り込み、進行方向に最小ピッチの溝加工を可能にすることにより最小コ−ナ-曲げ半径0.1mmを可能にし、最小要素間距離で曲げ加工ができる加工装置を提供する。
【解決手段】自動曲げ機部Aと、切り粉が発生しても悪影響の出にくい場所に十分前方に溝加工部Bからなり、溝加工部Bにはトムソン刃1の両側にV字溝を削ることができるV字溝堀案内ユニット22と、それを上下左右に移動させる左右移動機構部10,上下移動機構部15及び支持部16を設け、自動曲げ機部Aからトムソン刃1を、溝加工部Bに送り出し、トムソン刃1にその長さ方向に対して直角方向に左右のV字溝を加工し、その後、自動曲げ機部Aに引き戻して、V字溝を施した箇所を先鋭に曲げることができるトムソン刃溝加工装置。
(もっと読む)
レーザーヘッド部品を製造するための方法および装置ならびに製造されたレーザーヘッド部品
レーザーヘッドの製造方法は、(a)第1方向に沿って延伸された材料のストリップ(34)であって、ストリップは第1端部を具備した第1部分(35)と第2端部を具備した第2部分(39)と、中間部(36)と、を備えたストリップを供給するステップと、(b)ストリップの一部の中間部を第1方向に平行な曲げ軸に関して曲げるステップと、(c)その部分の第2部分(39)上にレーザーブレード(66)を固定するステップと、を含んでいる。  (もっと読む)
(もっと読む)
かみそり刃及びその製造方法
屈曲部分を有するかみそり刃を製造する方法が開示される。本方法は、0.076mmの厚さとすることができる細長いストリップのステンレス鋼を準備し、ストリップを硬化させ、ストリップの縁部に沿って刃先を形成し、刃先上にコーティングをもたらすことを含む。ステンレス鋼は、好ましくは、0.45重量%から0.55重量%までの炭素含有量を有する。ストリップは、個別のかみそり刃になるよう、縦方向に分離される。次いで、スイベル曲げプロセスを用いて、かみそり刃の屈曲部分が形成される。かみそり刃が屈曲され、屈曲部分に隣接した平坦な領域間の90度の刃先角と、約0.3−0.35mmの半径を有する内面とが定められる場合、屈曲部分の外面には大きな亀裂がない。 (もっと読む)
折曲加工装置
【課題】金属製帯板状体を高精度に折曲ることができて、高品質の製品を形成できる折曲加工装置装置を提供する。
【解決手段】加工すべき金属製帯板状体4が貫通されるスリット5を有する内方固定型1と、内方固定型1に外嵌されて周方向に所定間隔で対向する折曲線形成用の一対のエッジ2a、2bを有する外方可動型2とを備え、外方可動型2の軸線廻りの回動によって、スリット5を介して突出する金属製帯板状体4にエッジ2a、2bを押圧して金属製帯板状体4の折曲線45を形成する折曲加工装置である。外方可動型2の対向するエッジ2a、2b間の隙間の少なくともいずれか一方の長手方向端部寸法の調整を行って、エッジ2a、2bを軸線に対して所定角度で傾斜させる調整手段Mを設けた。
(もっと読む)
スチール・ルール抜型の自動曲機
【課題】90度ほどの大きい折り曲げをした場合でも、ホールドしている送りローラー間の帯刃材のスリップを計算し、設定された寸法どおり曲げられた帯刃材を得ることが出来る自動曲機を提供する。
【解決手段】送りモータの電源を切り、エンコーダーで引っ張られる量を計測し、次に送る量からその引っ張られた量を送る。
(もっと読む)
スチール・ルール抜型の自動曲げ機
【課題】モータ、シリンダなどの機構を使用することなしに90度以上の深い角度を曲げられる曲げツールを提供。
【解決手段】帯刃材5を曲げる自動曲げ機において、曲げツール4の上下に直角方向に曲げツール支持体42備え、曲げツール支持体42には同軸穴41を備えたリングを持ち、2個のCW曲げツール4とCCW曲げツール40を重ねてシャフト10210が貫通し、曲げツール支持体42に接触してコンピータにより制御回転させる突起が下部ベルトウィール上に備える。シャフト10210はその中央部内部に帯刃材5を通すノスルゲートを備え、曲げツール4とリングの間に相手のリングが工具干渉をしないように収納するリング収納溝422を備える。
(もっと読む)
1 - 10 / 22
[ Back to top ]