
国際特許分類[B22C11/04]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | モールドまたはコアの製造用の造型機械でその部品の相互配置を特徴とするもの (42) | 一サイクルの継続した作業の間に鋳型がその中で移動させられる機械 (10) | 水平回転台または輸送体によるもの (5)
国際特許分類[B22C11/04]に分類される特許
1 - 5 / 5
抜枠鋳型造型方法及び抜枠鋳型造型装置
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
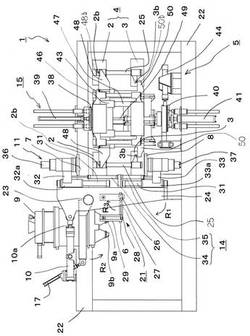
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
抜枠鋳型造型装置及び抜枠鋳型造型方法

【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うとともにガス抜き孔を形成することができる抜枠鋳型造型装置等を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15と、孔形成機構80とを備える。
(もっと読む)
抜枠鋳型造型方法及び抜枠鋳型造型装置
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
鋳枠付き鋳型の造型方法及び装置
鋳枠付きの鋳型を可及的に短いサイクルで造型することが可能な造型方法及び装置を提供する。造型方法は、鋳枠を移送レベルで水平方向に移動させる鋳枠コンベヤにより鋳枠をパターンキャリアと砂ホッパの間位置に搬入して鋳枠付き鋳型を造型する方法であって、鋳枠を前記移送レベルに維持した状態で砂ホッパ、スクイズ手段及び盛枠を鋳枠まで下降させると共にパターンキャリア及び枠状フレームを鋳枠まで上昇させて、砂ホッパ、スクイズ手段、盛枠、鋳枠、パターンプレート及び枠状フレームにより造型空間を形成する工程と;該造型空間に鋳物砂を充填する工程と;該造型空間の鋳物砂を圧縮して鋳枠付き鋳型を作る工程と;砂ホッパ、スクイズ手段及び盛枠を上昇させると共にパターンキャリア及び枠状フレームを下降させて、鋳枠付き鋳型を搬出可能な状態にする工程と;を有する。 (もっと読む)
コアパケットを製造するコアパケット製造装置
【課題】エンジンブロックやシリンダヘッドの鋳造に特に使用されて最小の可能な必要スペースで完全なコアパケットの自動製造を可能にする、コアパケットを製造するためのカテゴリー設定装置を設計及びさらに改善すること。
【解決手段】この発明は、個々のコアが射出される射出ステーション(1)と、前記射出コアが受け取られ、パケットを形成するために組立ラインに移行される受け取りステーション(2)とを備える、特にエンジンブロック及びシリンダヘッドを鋳造するためのコアパケットを製造するのに使用されるコアパケット製造装置に関する。射出プレート(6)を設けたサンドストア(5)と射出ヘッド(8)とを備えた
射出キャップ(7)が、好適に2部品成形型(4)の射出ステーション(1)に対応付けられている。この発明は、幾つかの成形型(4)が、回転テーブル(9)を回転させることにより、成形型(4)を射出ステーション(1)内に共に搬入し、そして該射出ステーション(1)から射出コアと共に前記受け取りステーション(2)に移行するように、種々のコアを射出するために受け取りテーブル(9)に配置されていることを特徴とする。
(もっと読む)
1 - 5 / 5
[ Back to top ]