
国際特許分類[B22C21/06]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | 鋳枠;その附属品 (32) | 反転台枠;鋳込定盤または鋳型定盤 (7) | 鋳込定盤,鋳型定盤 (5)
国際特許分類[B22C21/06]に分類される特許
1 - 5 / 5
鋳型造型用模型定盤固定装置
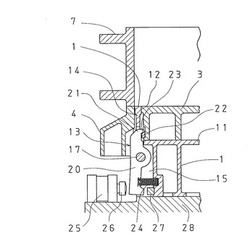
【課題】 模型定盤が着脱されるキャリアプレートに着脱用アクチュエータを設けることなく、構造が簡単で省スペースの鋳型造型用模型定盤固定装置を提供する。
【解決手段】 ばね部材24のばね力によるクランプ部材20のクランプ方向の回動により、クランプ部材の係合部21が模型定盤3に設けられた当接部22と係合し、前記模型定盤がキャリアプレート1に締結される。キャリアプレートと別体に設けられた押動装置25によりクランプ部材がばね部材のばね力に抗してアンクランプ方向に回動されると、クランプ部材の係合部が当接部から離脱される。これにより、キャリアプレートにアクチュエータを設けることなく小型かつ簡素な構成で模型定盤を確実にキャリアプレートに着脱可能に固定することができる。
(もっと読む)
無枠式砂鋳型鋳造装置

【課題】台車同士の衝突を回避することにより、無枠式砂鋳型の損傷を抑制し、鋳造品の不良率の低減できる無枠式砂鋳型鋳造装置を提供する。
【解決手段】無枠式砂鋳型鋳造装置は、鋳物砂の集合体21を収容可能な枠2と、砂の集合体21を加圧して砂鋳型6を造型すると共に砂鋳型6を枠2から離脱可能な加圧機3とを備える加圧装置1と、加圧機3により枠2から離脱された砂鋳型6を載置するための定盤5および枠2が相対的に接近する接近位置K2と、定盤5および枠2が相対的に離間する退避位置とに切り替え可能に設けられた定盤・枠位置調整手段4と、砂鋳型6を載せた定盤5を退避位置K3から注湯位置K6を経て搬送させる搬送手段7と、砂鋳型6から分離した定盤5を定盤待機位置に移送させる定盤移送手段9とを備えている。
(もっと読む)
抜型方法およびその装置
【課題】 鋳型を反転することなく、短時間で安全に、かつ安価にて抜型できるようにする。
【解決手段】 本発明の抜型方法は、模型定盤1の上に鋳枠3と模型2とを載置し、鋳型を造型した後、鋳型5から鋳枠3および模型2を抜型するもので、鋳枠3を分割した脱着式鋳枠4とし、鋳型を造型した後、鋳枠の一部を取り外し、近傍に備えたマニュピュレータ6により鋳型5を把持し、マニュピュレータ5または模型定盤1を移動させて抜型するものである。
(もっと読む)
鋳型造型用基準ピンの異常検出方法およびその装置
【課題】 基準ピンに異常が発生した場合、砂型鋳型が上・下鋳枠のブッシュあるいは合わせピンに対して位置ずれを起こし、その結果、形成される製品キャビティにおける上・下砂型鋳型間にずれが生じて不良鋳物が誘発される。
【解決手段】 予め鋳枠に設けられた目印の所定位置を測定する工程と、予め模型板に設けられた目印用模型部によって造型された鋳型の目印の所定位置を測定する工程と、測定された鋳枠の目印の所定位置と測定された鋳型の目印の所定位置との間の距離を算出する工程と、鋳枠の目印の所定位置と鋳型の目印の所定位置との間の距離について実測値と予め設定された設定値との間に偏差が存在するか否かをチェックする工程と、を有することを特徴とする基準ピンの異常検出方法。
(もっと読む)
鋳型の基準位置の測定方法およびその装置
1 - 5 / 5
[ Back to top ]