
国際特許分類[B22C9/08]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | 鋳型または中子 (2,257) | 溶融金属の供給に関する特徴,例.湯道,車堰,カス漉し (135)
国際特許分類[B22C9/08]に分類される特許
1 - 10 / 135
鋳造装置
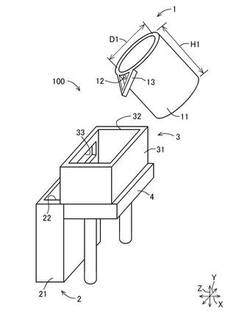
【課題】 Cu−Ga合金からなるCu−Ga合金スラブを溶解鋳造により作製するための鋳造装置において、大型のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる鋳造装置を提供する。
【解決手段】 鋳造装置100は、坩堝1と鋳型2との間に貯留槽3を備える。貯留槽3は、坩堝1の下方に配置され、坩堝1の出湯開口12から出湯された溶湯を一時的に貯留する。この貯留槽3は、坩堝1の出湯開口12から出湯された溶湯が流入する流入開口32と、該流入開口32よりも下方に設けられ、流入開口32から流入して貯留される溶湯を、溢流させて排出可能な排出開口33とが設けられている。
(もっと読む)
鋳造装置及び鋳造方法

【課題】押湯部の体積をより多く削減できる鋳造装置及び鋳造方法を提供する。
【解決手段】鋳造装置は、キャビティ2を形成する金型3に設けられた押湯口4に対し、ヒータブロック6を挿入し引き抜く手段を備える。ヒータブロック6の挿入は、押湯口4の軸方向に沿った中央部を囲むように行われる。押湯口4に挿入されたヒータブロック6は、押湯口4内の溶湯5を保温し、キャビティ2内の溶湯5が凝固した後に押湯口4から引き抜かれる。
(もっと読む)
鋳造装置及び鋳造方法
【課題】押湯効果を損なうことなく押湯部の体積をより多く削減できる鋳造装置及び鋳造方法を提供する。
【解決手段】キャビティ2に開口する各押湯口4に、各押湯口4毎の保温手段6を挿入してキャビティ2に溶湯5を各押湯口4まで充填し、各押湯口4内の溶湯5を保温する。各押湯口4への各保温手段6の挿入は、各保温手段6の抑制面9aが同一の高さに位置するように行われる。抑制面9aは、保温手段6が挿入された押湯口4内の溶湯5が、抑制面9aを超えて上昇するのを抑制する。
(もっと読む)
湯口装置
【課題】冷却媒体の流量を例えば熱源範囲などに対応するよう適宜変更し得る湯口装置を提供する。
【解決手段】周方向に沿って装置本体12に配置される分水路(導排水経路を構成する冷却経路)15と,この分水路15に連通するよう軸心方向に沿って配置される冷却ブッシュ装置Sとの冷却回路である。冷却ブッシュ装置Sは、湯口装置10におけるランナー熱源の範囲内に、装置本体12の周方向へ適宜角範囲をもって複数配置し得る。即ち、ランナー熱源の範囲に対する冷却溶媒の流量を適宜変更し得るので、湯口装置10を局部的及び効率的に冷却できる。従って、冷却溶媒の流量を熱源範囲に対応するよう適宜変更できるので、冷却効率が向上し得る。また、冷却ブッシュ装置Sを任意の箇所へ集中的或いは分散して配置できるので、従来のように分割しなくても、複雑な冷却回路を構成し得る。
(もっと読む)
金属溶湯用濾過材
【課題】鋳物製品に金属の鉄分等が溶湯に溶け込むことを防止し、鋳物製品に錆が発生したり、劣化することを防止し、さらに使用後の濾過材付金属を再溶解し、スクラップ価格で売却することなく、金属溶湯として再利用することを可能とする。このことが、製品の歩留まり向上、コスト低減、品質向上に加え、省エネに大きく寄与するとともに、使用時の発煙や異臭の発生を防止することができる金属溶湯用濾過材を提供する。
【解決手段】耐熱繊維の織布から成り、前記耐熱繊維の織布に熱硬化性樹脂を含浸させた後に立体的に成形し、その後焼成されて形成されたことを特徴とする金属溶湯用濾過材。
(もっと読む)
鋳造方法及びその装置
【課題】鋳造を行う際に湯道に残留した溶湯を、効率よく冷却する。
【解決手段】鋳造装置10の金型16は、湯道38が形成された溶湯導入部28を備える。キャビティ32に溶湯14を充填した後、湯道38には、溶湯14を冷却するためのチラー18が設けられた冷却用バー20が挿入される。この際、チラー18の先端は、キャビティ32の最高位置を示す仮想線Lよりも下方に位置する。このため、湯道38を構成する方案部40の入口近傍の溶湯14が優先的に冷却される。冷却用バー20及びチラー18には、好ましくは流通路56が設けられており、この流通路56には、冷却媒体(例えば、冷却水)が流通される。
(もっと読む)
鋳造装置
【課題】溶湯保持炉内や鋳型内の雰囲気を調整しながら鋳造する場合においても、注湯タイミングや注湯時間を測定可能な鋳造装置を提供する。
【解決手段】溶湯保持炉の出湯口を鋳型10の湯口11に密着させ、溶湯保持炉内及び/又は鋳型10内の雰囲気を調整しながら鋳造する鋳造装置において、湯口11に鋳型10内外を連通する連通孔50を設け、連通孔50に湯口側からスリット体51、耐熱ガラス52、溶湯検出手段53を備える構成とする。
(もっと読む)
鋳造品取出/中子セット装置
【課題】鋳造作業を行うための装置のスペースを狭小化するとともに、サイクルタイムを短縮する。
【解決手段】鋳造品取出/中子セット装置30は、多関節ロボットの先端アーム32(回転軸)に設けられた鋳造品保持手段34及び中子保持手段38と、エアブロー機構とを備える。鋳造品保持手段34が鋳造品28を保持した後、エアブロー機構を構成する第1エアノズル40、第2エアノズル42から圧縮エアを吐出することによって金型14を清掃する。次に、必要に応じて金型14に離型剤を塗布した後、先端アーム32を回転させ、中子保持手段38に保持された中子36を金型14にセットする。
(もっと読む)
ダイキャストのランナ
【課題】溶湯内に空気が入り込むことなく、かつ、溶湯がランナ内で固まることがないダイキャストを提供する。
【解決手段】先端押出面が円形形状のプランジャ9によって溶湯をゲート7まで導くダイキャストのランナ8であって、前記ランナ8には、前記プランジャ9から溶湯が押し出される入口側8aから湯流れ底面に平面部10が設けられ、押し出された溶湯の先端部が略平面状となるように湯流れ速度を均一にしたことを特徴とする。
(もっと読む)
成型用鋳型
【課題】簡単な構成によって、湯口に付着した凝固物の離型を容易且つ確実に行う。
【解決手段】成型用鋳型10は、溶湯を上流側の開口部46から下流側のキャビティ18に流通させる湯口42を備える。湯口42には、溶湯の流路を囲う内壁44a〜44dが設けられており、内壁44a(ガイド壁44e)には、溶湯の流入方向に延在するリブ50が形成されている。これにより、リブ50の両側で厚い層の凝固物が形成されるため、凝固物の離型を容易且つ確実に行うことができる。
(もっと読む)
1 - 10 / 135
[ Back to top ]