
国際特許分類[B22D15/02]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 重要な部分が高熱伝導性である鋳型または中子を使用する鋳造,例.チル鋳造;それに特別に適用される鋳型または補助具 (15) | シリンダー,ピストン,ベアリングシエルまたは類似の薄壁をもつ物体の鋳造 (5)
国際特許分類[B22D15/02]に分類される特許
1 - 5 / 5
ボールジョイントの製造方法

【課題】高温の溶融材料がシート部材に与える熱影響を低減できるボールジョイントの製造方法を提供する。
【解決手段】ボールジョイントを製造する場合、まず、ボール部となる球体51の外周側にシート部材6を組み付けることによりシート付球体52を得る。次いで、ハウジングの略凹型形状の連結部の孔部を形成する形状の凸部55を有する型56内にシート付球体52をセットする。その後、型56内に溶融材料をその一部が凸部55に当たってからシート付球体52の外周側に流れ込むように供給し、ハウジングを成形する。
(もっと読む)
シリンダブロックの製造方法及び製造装置

【課題】バルク部に連通孔を形成する際に、バルク部の強度を安定化させる。
【解決手段】シリンダブロック1を鋳造成形する際に、隣り合うシリンダボア3に対応するクランクケース5側の空間35相互を隔てるバルク部37に、前記空間35相互を連通する連通孔37bを形成する。連通孔37bを形成する際には、リング39をインサート成形することによってその貫通孔39aが連通孔37bとなる。リング39を支持させたリング支持ピン29を、型開きした状態で固定型7上に載置することで金型本体にセットし、その後型閉じしてキャビティに溶湯を供給し鋳造品を成形する。成形後、リング支持ピン29をシリンダブロック1及び固定型7から引き抜いた後、型開きする。
(もっと読む)
鋳造品を製造する方法
本発明は、溶湯によって満たされる少なくとも1つの鋳型を備えた鋳造機械を使用して鋳造品を製造する方法であって、鋳型を溶湯によって満たし、次いで溶湯が完全に凝固するまで待ち、その後で鋳造品を鋳型から取り出す形式の方法に関する。このような形式の方法において本発明では、溶湯を鋳造機械から、ゲートにおける毎秒10mよりも低い充填速度でかつ無圧で、鋳型内に充填し、次いで鋳型内において100バールよりも高い鋳造圧で、押圧する。 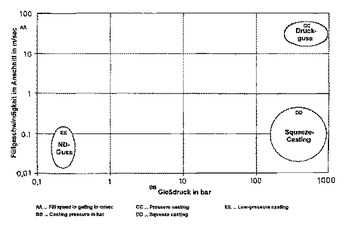 (もっと読む)
(もっと読む)
ピストンピンを製造するための方法
硬い周縁領域を有するピストンピンを製造するために、比較的安価なチル鋳造法が使用される。ピストンピンのための金型キャビティを有するチルフォームが注型用金型内に埋め込まれ、鋳鉄がチルフォームの金型キャビティ内に注入され、次いでこのプロセスによって製造されたピストンピンの周縁領域が、チルフォームによって冷却され、白色固化され、これにより、硬い耐摩耗性の表面を形成する。 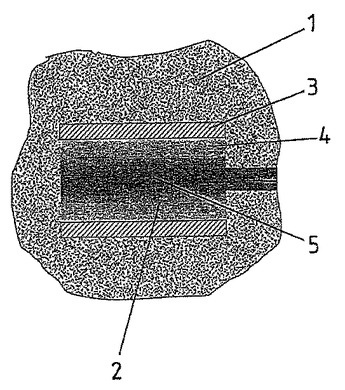 (もっと読む)
(もっと読む)
非晶質金属管状製品の製造方法
【目的】 実質上非晶質の、すなわち組織の過半量が非晶質相または粒径100nm以下の超微細結晶相である金属の管状製品を一工程で製造する方法を提供する。
【構成】 熱伝導率の高い金属で鋳型と中子を製作し、両者で形成する管状のキャビティに金属溶湯を加圧下に注入して急速に凝固させる。
(もっと読む)
1 - 5 / 5
[ Back to top ]