
国際特許分類[B22D27/13]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 溶融または延性状態にある鋳型中の金属の処理 (612) | 圧力の利用によるもの (56) | ガス圧の利用によるもの (15)
国際特許分類[B22D27/13]に分類される特許
11 - 15 / 15
歯科技工用鋳造装置
【課題】 これまでに使用経験のない金属材料等を使用した鋳造の際の、作業者にとっての操作性・作業性を改善する。
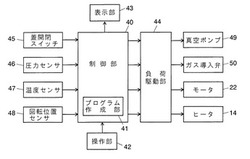
【解決手段】 作業者が鋳込みに使用する金属の液相温度と金属量、及び鋳型の埋没材の材料の選択情報を操作部42より入力すると、プログラム作成部41は入力された情報に基づいて加熱炉の温度プログラムや鋳込み時の加圧タイミングなどを含む運転プログラムを自動的に作成し、制御部40はこの運転プログラムに従ってヒータ14による加熱温度やガス導入弁50の開閉などを制御する。金属の液相温度は金属メーカーから提供される説明書等に記載されており、金属量は作業者が実際に坩堝に収納する金属の重量であって簡単に求まる。したがって、こうした事項の入力は従来の装置で行われていた各種の温度や時間の設定に比べれば、作業者にとって軽微な負担であり、作業性が大きく改善される。
(もっと読む)
鋳造プロセス

【課題】 鋳造方法を提供する。
【解決手段】 金型の少なくとも一部に多孔質コーティングを施す工程と、圧力を発生できるチャンバ内に金型を置く工程と、チャンバに圧力を加え、材料を金型のキャビティに押し込む工程とを含む。別の鋳造方法は、金型の少なくとも一部に多孔質コーティングを施す工程と、第1充填チューブを材料に入れる工程と、第2充填チューブに負圧を加え、非孔質コーティング内に負圧を発生する工程と、圧力を発生できるチャンバ内に金型を置くことなく、大気圧により材料を金型に注入する工程とを含む。
(もっと読む)
繊維強化アルミニウム合金ピストンの製造装置及びその製造方法
鋳造金型のキャビティー(8)の上部に押し湯用の空洞部(7)を形成する。キャビティー(8)内のピストン頭部(1a)に対応する箇所に繊維材からなるプリフォーム(2)を配置する。プリフォーム(2)の周りにドーナツ状のチャンバー(4)を設ける。プリフォーム(2)における空洞部(7)に臨む部分にバリアプレート(3)を設ける。空洞部(7)に低圧用の加圧手段を接続する。アルミニウム合金溶湯をキャビティー(8)に注湯して、空洞部(7)に加圧力を作用させて、プリフォーム(2)内の空気をチャンバー(4)に導くように構成する。  (もっと読む)
(もっと読む)
傾斜機能部材の製造方法
本発明は傾斜機能部材の製造方法を提供し、このような部材は、第1材料の外層と、第2材料の内側コアを有し、2つの材料間の界面を横断する微細構造の漸次的な変化があり、本方法は、アルミニウム−シリコン(Al−Si)系をベースとする2以上のアルミニウム合金より形成される部材の製造にとりわけ適用され、本方法は、溶融した第1金属をモールドに導入する工程と、第1金属の層をモールドの壁面に接触して部分的に凝固させる工程と、第1金属の残存する溶融部分を除去する工程と、溶融した第2金属をモールドに導入する工程と、同じように凝固可能となる工程とを含んでいる。  (もっと読む)
(もっと読む)
高窒素鋼の製造方法
【課題】 本発明は、上記課題に鑑みて為されたものであり、適正な雰囲気圧力下にてブローホール欠陥のない鋼塊を得ることが可能な高窒素鋼の製造方法を提供することを目的とする。
【解決手段】 上記課題を解決するため、本発明の高窒素鋼の製造方法は、
質量%で、C:0.50%以下、Si:2.0%以下、Cr:11.0〜30%、Mo:10%以下、N:0.30〜1.5%を含有し、残部が実質的にFeからなる高窒素鋼の製造方法であって、
溶鋼の凝固時に印加される全圧Pを、大気圧以上の範囲内で、溶鋼中のC濃度が高いほど下げ、溶鋼中のSi濃度が高いほど上げ、溶鋼中のCr濃度が高いほど下げ、溶鋼中のMo濃度が高いほど上げるように制御を行うことを特徴とする。
(もっと読む)
11 - 15 / 15
[ Back to top ]