
国際特許分類[B22D39/02]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 一定量の溶融金属を供給するための装置 (89) | 体積によって溶融金属の量を制御するための手段をもつもの (20)
国際特許分類[B22D39/02]に分類される特許
1 - 10 / 20
鋳型湯面測定装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
鋳造装置
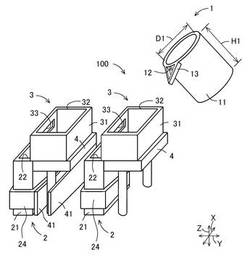
【課題】 Cu−Ga合金からなるCu−Ga合金スラブを溶解鋳造により作製するための鋳造装置において、複数のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる鋳造装置を提供する。
【解決手段】 鋳造装置100は、坩堝1と複数の鋳型2と複数の貯留槽3とを備える。各鋳型2の外周面には、冷却抑制部材24が設けられ、互いに隣接する鋳型2間には、輻射熱伝達防止部材41が設けられている。そして、各鋳型2の鋳型条件Sm、および平均鋳型条件SAVが、(|SAV−Sm|/SAV)×100≦3の関係を満たす。
(もっと読む)
液体供給装置

【課題】簡便でコンパクトな構成で、腐食性の高い溶融金属や溶融塩等の高温の液体を、不純物の混入や不純物による閉塞を生じさせることなく、比較的少量の一定流量で安定に供給できる液体供給装置を提供する。
【解決手段】液溜め容器10に収容された溶融液Mを液溜め容器の下方に流出自在な溶融液流出管12の側方周囲を覆いながら溶融液流出管の上端よりも上方に延出すると共に、液溜め容器に収容された溶融液を溶融液流出管の側に導入自在な貫通孔14aを有した異物混入防止管14と、液溜め容器に収容された溶融液内に浸漬するように下降自在な重り30と、が設けられ、貫通孔の上縁の位置が、液溜め容器に収容された溶融液の下限液面よりも低い位置に設定され、液溜め容器に収容された溶融液に対して下降しながら浸漬する重りの単位時間あたりの浸漬体積変化が、一定に設定されると共に、液溜め容器に収容された溶融液が、浸漬体積変化に応じた流量で溶融液流出管から流出自在である。
(もっと読む)
鋳造方法及びその装置
【課題】品質が良好であり、しかも、諸特性が部位に関わらず略同等である鋳造品を得る。
【解決手段】鋳造装置10を用いて鋳造作業を行う際、第1取鍋12に貯留された溶湯14を第2取鍋16に移液する最中に、第1取鍋12から第2取鍋16に向かって流動する溶湯14に対し、計量ホッパ18を介して接種剤26を接種する。このようにして接種剤26が接種された溶湯14が、第2取鍋16に受領される。さらに、第2取鍋16内の接種済の溶湯14が所定の量となった後、該溶湯14を金型20に注湯する。溶湯14がキャビティ36内で冷却固化することにより、鋳造品が得られる。
(もっと読む)
非鉄金属の溶湯供給装置
【課題】溶湯手許炉からダイカスト鋳造機へ、または溶解炉から溶湯手許炉へ、等、溶湯を定量供給できる供給装置であって、給湯量の精度を向上させた非鉄金属の溶湯供給装置を提供する。
【解決手段】 上部に複数の溶湯流入孔が設けられ、少なくとも溶湯流入孔を含む部分が溶湯炉の溶湯に浸漬する昇降自在の溶湯取入れシリンダと、溶湯取入れシリンダ内に挿入され、上部に溶湯流出管とT字状に接続した管状ピストン軸の下端に嵌着したピストンと、溶湯シリンダを昇降させる駆動手段とを備え、また、前記溶湯取入れシリンダ内で、ピストン上面部を狙って照射するレーザ測距離装置を該シリンダ上方に備え、また、前記管状ピストン軸内を軸方向に照射するレーザ測距離装置を該ピストン軸上方に備えたことを特徴とする。
(もっと読む)
タイヤ成型用金型の製造装置及びその製造方法
【課題】傾動式の鋳造方法において、鋳物製品の酸化皮膜や製品内部に巣が発生するのを防止し、鋳造品の品質向上を図ることが出来るタイヤ成型用金型の製造装置及びその製造方法を提供する。
【解決手段】タイヤ成型用金型は、鋳造品を成型する鋳造枠1と、この鋳造枠の湯道3に隣接して設置されたアルミニュウム等の溶融金属Wを溜める容器状の湯溜め装置2とから構成され、鋳造枠及び湯溜め装置を所定の角度傾動させて湯溜め装置内の溶融金属を鋳造枠の湯道を介して鋳造枠内の空洞部4に注入充填させて鋳造品を製造するものである。湯溜め装置の底面に、油圧シリンダー、駆動モータ等の昇降駆動装置5を設置し、この昇降駆動装置を駆動させて湯溜め装置を昇降可能に構成し、湯溜め装置の少なくとも傾動開始時に、鋳造枠の湯道の下部3aと湯溜め装置内の溶融金属の湯面Whとの距離xが常に一定以内となるように湯溜め装置の上下位置を調整する。
(もっと読む)
溶湯供給装置及び溶湯貯留方法
【課題】複雑な可動機構を溶湯貯留室に設けることなく溶湯を安全かつ確実に貯留した状態で搬送可能で、かつ、メンテナンスを容易とする。
【解決手段】溶湯を貯留する溶湯貯留室110及び貯留した溶湯を排出する溶湯排出口121が先端部に設けられた溶湯排出部120を有する溶湯貯留筐体100と、上端部210が溶湯貯留室110の内部に位置するように溶湯貯留筐体100に取り付けられ、溶湯を溶湯貯留室110に導く溶湯導入パイプ200と、溶湯排出口121が上方向又は下方向に移動するような回転力を溶湯貯留筐体100に与える回転機構300とを有し、溶湯貯留筐体100が直立姿勢の状態で溶湯貯留室110に貯留した溶湯が溶湯排出口121から流出し始める直前の位置を溶湯貯留上限位置としたとき、溶湯湯入パイプ200は上端部210が、溶湯貯留上限位置と同じ位置かわずかに低い位置となるように溶湯貯留筐体100に取り付けられている。
(もっと読む)
給湯装置及び給湯方法
【課題】大気圧力の変動など周囲環境が変化しても溶湯を貯留しているラドル内の保持圧力の変動を小さくし、搬送中に溶湯が漏れ出して滴下することのない給湯装置及び給湯方法を提供すること。
【解決手段】真空吸引型の給湯装置において、内部に溶湯を貯留するラドルと、ラドルの下端部に設けられた開閉可能な給湯口と、給湯口を開閉する給湯口開閉手段と、ラドルの上側に取り付けられた蓋板と、蓋板に支持されラドル内の溶湯の湯面を検知する溶湯量検知手段と、蓋板に設けられラドル内の気体を吸引する接続口に配管接続された真空吸引装置と、を備えるとともに、溶湯の取り込みを完了した後のラドル内気体圧力の変動を低減する圧力調整タンクを真空吸引装置に設けた。
(もっと読む)
鋳造装置
【課題】汎用性を向上できる鋳造装置を提供する。
【解決手段】鋳型100の形状に応じて鋳型100を把持する位置を調整し、鋳型100の端部を把持する把持機構40を備え、把持機構40により把持された鋳型100を用いて鋳造を行う鋳造装置10であって、鋳型100が外気と直接接触する面であるアガリ面105、接触面106、および接触面107に沿ってエアを吐出するエア吐出ノズル51を有し、エア吐出ノズル51から吐出されたエアを吸入するエア吸入ノズル52を有し、アガリ面105、接触面106、および接触面107にの周囲にエアカーテンを生成する集塵機構50と、鋳型100に溶湯90を注湯するときに、アガリ面105に沿って平行に溶湯90を監視するアガリ面センサ61を有する注湯完了確認機構60と、を具備し、エア吐出ノズル51とエア吸入ノズル52とアガリ面センサ61とは、把持機構40に一体的に形成される。
(もっと読む)
鋳造法
【課題】通気性鋳型の重力注湯による鋳造法において、該通気性鋳型の全キャビティーのうちの一部である溶湯を充填させたい所望のキャビティー部分のみに溶湯を充填し、かつ速やかにその充填工程を完了させる鋳造法を提供する。
【解決手段】溶湯を充填させたい所望のキャビティー部分の体積とほぼ等しい体積の溶湯を注湯後、湯口部から添加材を送り込み、注湯された溶湯を所望のキャビティー部分に充填するとともに、添加材をその他のキャビティー部分に充填する。
(もっと読む)
1 - 10 / 20
[ Back to top ]