
国際特許分類[B22D41/42]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳造用容器,例.とりべ,タンディッシュ,カップまたは類似のもの (889) | 鋳造用容器の開閉 (210) | スライディング・ゲート型,すなわちそれぞれの開口を合わせるために互いに摺動接触する固定プレートと可動プレートとを有するもの (159) | ガス吹込みに関するもの (11)
国際特許分類[B22D41/42]に分類される特許
1 - 10 / 11
ガス吹き込み用ノズルへのメタルケースの装着方法
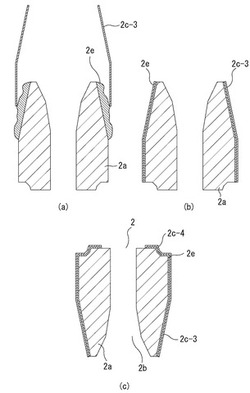
【課題】ガス吹き込み用ノズルのノズル本体の外周面とメタルケースとの間に目地材を隙間なくフル充填することができるガス吹き込み用ノズルへのメタルケースの装着方法を提供すること。
【解決手段】ノズル本体2aの外側面形状を、その上部は下方に向けて拡径するテーパー形状とし、このテーパー形状部分に連なる下部は同一径のストレート形状とし、ノズル本体2aの外側面に目地材2eを塗布した後に、ノズル本体2aの外側面形状に対応する形状を有する外側面用メタルケース2c−3をノズル本体2aの上部から下部に向けて押し下げながらノズル本体2aの外側面全体を覆うように装着する段階と、ノズル本体2aの底面に底面用メタルケース2c−4を装着する段階と、外側面用メタルケース2c−3と底面用メタルケース2c−4とを接合する段階とを含むガス吹き込み用ノズルへのメタルケースの装着方法である。
(もっと読む)
ガス吹き耐火物

【課題】本体部材を繰り返し使用でき、取替えに要するコストを低く抑えるガス吹き耐火物を提供する。
【解決手段】 固定板2は、容器に取り付けられ該容器内の溶湯金属にガスを吹き込むガス吹き耐火物である。固定板2は、耐火性の本体部材22と、本体部材22に取り外し可能に取り付けられ溶湯金属にガスを吹き込むガス吹き部材23と、本体部材22に設けられガス吹き部材23にガスを導入するパイプ24とを有している。
(もっと読む)
汚染源のタンディッシュへの混入を防止する連続鋳造方法
【課題】 鋼の連続鋳造において、予めスライディングノズル内の詰め物および初期溶鋼をタンディッシュ外で捨湯し、開いた注湯孔の溶鋼凝固による閉塞を防いで、取鍋をタンディッシュに移して溶鋼をタンディッシュへ注湯する方法を提供する。
【解決手段】 タンディッシュ8外で取鍋2のスライディングプレート4の注湯孔を開いて取鍋底部の注湯孔2aの詰め物2bと初期溶鋼をタンディッシュ8外の捨湯ポット9に捨湯し、スライディングプレート4を閉め、スライディングプレート4の上プレート5を通じて上部のスライディングノズル3の注湯孔から取鍋底部の注湯孔2aに不活性ガスを吹き込み、溶鋼凝固による注湯孔の閉塞の防止し、この取鍋2をタンディッシュ8の注湯位置へ移してロングノズル3aをタンディッシュ8内に装着し、上プレート5の注湯孔5aと下プレート6の注湯孔6aを連通してタンディッシュ8へ注湯を開始する。
(もっと読む)
開閉ノズル装置
【課題】取鍋からの溶鋼の流出がスラグの流出に切り替るタイミングを適正に検知してノズル孔を閉鎖することのできるスライディングノズル装置を提供する。
【解決手段】取鍋12の底部14に設けた注湯口16の下側の位置で開閉するノズル孔28を有し、ノズル孔28の開状態の下で注湯口16から流出した溶鋼15をタンディッシュに注入するスライディングノズル装置に、取鍋からの溶鋼をノズル孔に流しながら、ノズル孔にガス供給してガスバブリングさせるガス供給管路と、ガス供給管路の背圧の大きさを連続して検知する圧力検知手段とを有し、取鍋からの流れが溶鋼からスラグに切り替ることにより発生する背圧の急激な圧力変化に基づいてスラグ検知するスラグ検知装置を備えておく。
(もっと読む)
溶鋼貯留容器用ノズル
【課題】ガス吹き部材の底面からの漏鋼を防止できる溶鋼貯留容器用ノズルを提供することである。
【解決手段】本発明の溶鋼貯留容器用ノズル1は、鉛直方向に貫通し、溶鋼が通過する溶鋼通過孔5を区画し、溶鋼を貯留した容器11の底部12に位置する溶鋼貯留容器用ノズル1であって、溶鋼通過孔5の一部を形成し、ガスを溶鋼通過孔5に供給するガス吹き通過孔をもつガス吹き部材2と、溶鋼通過孔5の一部を形成し、ガス吹き部材2の底面22と密着する密着部311をもつガス吹き部材下部3と、を有し、底面22は、窪んだ底面窪み部221又はガス吹き部材下部3側に突出する底面突出部222を有し、密着部311は、底面窪み部221と係合する密着部突出部312又は底面突出部222と係合する密着部窪み部313を有することを特徴とする。
(もっと読む)
バブリングプレートとその製造方法
【課題】内孔部に溝を形成する必要がなく、しかもガス漏れを確実に防止できるバブリングプレートとその製造方法を提供すること。
【解決手段】プレートれんが1に内孔1aと、内孔1aから側面1dに貫通するパイプ導入孔1eと、プレートれんが1の非摺動面1fからパイプ導入孔1eに貫通するシール材充填孔1gとを設け、プレートれんが1の内孔1aに円筒状の金属ケース2を配置し、プレートれんが1の側面1dからパイプ導入孔1eを通じてガス導入パイプ6を挿入し、そのガス導入パイプ6の先端部を金属ケースの開口部2aにソケット2bを介して接合し、金属ケース2の内側に、ガスプール5を確保しながらシール材4を介して円筒状の通気性耐火物3を配置するとともに、シール材充填孔1gからシール材4をパイプ導入孔1eに充填する。
(もっと読む)
スライディングノズルプレートのガスシール方法とそれに使用するスライディングノズルプレート
【課題】ガスシール機能を有するSNプレートの使用時に、ノズル孔への空気の侵入を確実に防止することができしかも過剰なガスを吹き込むことのないSNプレートのガスシール方法とそれに使用するSNプレートを提供する。
【解決手段】摺動面12のノズル孔11周りにガス吐出口15を有するSNプレート1において、摺動面12のガス吐出口15よりも外周側で開口する圧力測定孔17を設け、鋳造中に圧力測定孔17内の圧力を測定し、この圧力が大気圧以上になるようにガスをガス吐出口15に導入する。
(もっと読む)
アルミキルド鋼の連続鋳造方法
【課題】 1分間当たりの溶鋼注入量が4トン以上の高速鋳造条件下でアルミキルド鋼を連続鋳造するに当たり、溶鋼中のAl2 O3 による浸漬ノズルの閉塞を防止し、連々鋳を実施する。
【解決手段】 タンディッシュ1の底部に設置した、ガス吹込部を有する上ノズル3と、該上ノズルに接続するスライディングノズル4と、該スライディングノズルに接続する浸漬ノズル9と、から構成される溶鋼注入手段を用いてタンディッシュ内のアルミキルド溶鋼17を鋳型2内に注入する際に、前記ガス吹込部を構成するポーラス煉瓦の平均気孔径を30μm〜50μmとするとともに、Arガス吹き込み量が溶鋼注入量1トン当たり2.0NL以上となるようにガス吹込部からArガスを吹き込みながら、1分間当たり4.0トン以上のアルミキルド溶鋼を鋳型内に注入する。
(もっと読む)
多孔浸漬ノズル及びこれを用いた連続鋳造方法
【課題】 鋳型内の溶鋼の流れを緩慢にし、かつ均一な流れを形成して、気泡や介在物による欠陥を防止して高速鋳造を可能にする多孔浸漬ノズル及びこれを用いた連続鋳造方法を提供する。
【解決手段】 溶鋼19が上から下に通過する筒状のノズル本体11と、ノズル本体11の下端に連設して設けられ、鋳型22内に浸漬される吐出部12とを有する多孔浸漬ノズル10において、吐出部12の流路13の平均断面積はノズル本体11の下部流路14の断面積より小さく、ノズル本体11の下部流路14の内平均寸法Dと吐出部12の流路13の最小内寸法dとの比d/Dが0.8未満であり、鋳型22の短辺側を指向する吐出部12の側壁15、16には上下に複数の吐出口17、18が設けられている。
(もっと読む)
連続鋳造中の溶鋼加窒方法
【課題】 RH脱ガス処理終了後の溶鋼への加窒を工程を増やすことなく実施する方法を提供する。
【解決手段】 RH真空脱ガス処理終了後の溶鋼4を取鍋1からタンディシュ2へ注入する際に取鍋1とタンディッシュ2との間のシール用の窒素ガスの噴出量を調整しながらシール・ウール9で包囲されたタンディッシュカバー6の注入口7の周辺部に配設のシールガスの噴出口11から、取鍋1の出鋼口5からタンディシュ2へ注入中の溶鋼流8に、窒素ガス20を噴出して溶鋼4に加窒することからなる連続鋳造中の溶鋼への加窒方法。
(もっと読む)
1 - 10 / 11
[ Back to top ]