
国際特許分類[B23D19/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | せん断機またはその装置のうち切断刃が回転円盤のもの (83) | 共動する一対の回転切断円盤をもつもの (71) | 間隔を置いて並んだ複数対の切断円盤が同時に切断するもの,例.帯状体の縁切りまたは製造用のもの (63)
国際特許分類[B23D19/06]に分類される特許
1 - 10 / 63
スリッター用ゲージング装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
トリム屑誘導装置
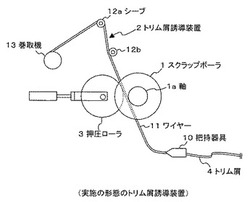
【課題】従来構成は、スクラップボーラにトリム屑が巻き取られていない場合に、作業員がトリム屑の端部をスクラップボーラまで搬送する必要があるので、慎重な作業が必要となり、作業員の負担が大きくなっている。
【解決手段】トリム屑4を把持する把持器具10を設けるとともに、把持器具10にワイヤー11を接続し、把持器具10の移動経路にスクラップボーラ1の軸1aの近傍が含まれるようにシーブ12a,12bを配置する。そして、把持器具10によりトリム屑4を把持した後に、巻取機13によりワイヤー11を巻き取ることで、トリム屑4をスクラップボーラ1まで誘導する。
(もっと読む)
サイドトリマー

【課題】小型軽量化により省スペースと省エネルギーが図れると共に切断状況の監視や保守管理の容易化が図れるサイドトリマーを提供する。
【解決手段】帯状鋼板Wを通板し、対となる上,下回転刃20a,20bにより帯状鋼板Wを挟んでその両端縁部を切断するサイドトリマー10において、前記上,下回転刃20a,20bを備えた上,下チョック21a,21bを単一矩形フレーム17に、当該単一矩形フレーム17の平面視で直交する二つの面に配置したリニアガイド18a,18b,19a,19bを介して、片持ち支持形式で昇降可能に設けた。
(もっと読む)
冷延鋼板の製造方法
【課題】冷間圧延後の製品エッジ部の性状不良を防止して、品質が良好な冷延鋼板を安定して製造する方法を提供する。
【解決手段】熱間圧延後の鋼板を酸洗した後に冷間圧延して所定の寸法の冷延鋼板を製造する方法において、冷間圧延前の鋼板のエッジ部をトリミングする際に、トリマー装置のクリアランスGを鋼板の板厚hに対して、G/hが0.15以上、0.25以下の条件にてトリミングを行った後、冷間圧延の各パスの圧延荷重を、全パス中での最大値に対する最小値の比率が0.75以上となるように設定し、総圧下率85%以上の冷間圧延を施す。
(もっと読む)
走間サイドトリミング方法
【課題】剪断刃の刃物軌跡が容易に求められ、剪断刃の損傷を抑制しながら、良好な切断面を形成できる走間サイドトリミング方法を提供する。
【解決手段】接合された幅の異なるストリップ11、12の幅方向両端部21、22を切断する剪断刃13、14の剪断点を、平面視してその旋回中心近傍に合わせたサイドトリマー10を用い、ストリップ11、12を搬送しながらその幅方向に剪断刃13、14を移動させて切断幅を変更する走間サイドトリミング方法であり、幅方向における剪断刃13、14の移動量Dと、搬送方向に対する剪断刃13、14の旋回角度θを算出して、剪断刃13、14の移動量Dと旋回角度θの制御を行うと共に、剪断刃13、14の回転速度をストリップ11、12の搬送速度よりも速くするリード率RLを0を超え20%以下にして、ストリップ11、12の切断を行う。
(もっと読む)
切削工具
【課題】 切刃における被覆層のチッピングや剥離を抑制できるとともに耐溶着性を向上した切削工具を提供する。
【解決手段】 基体6の表面が被覆層7により被覆され、被覆層7の少なくとも一部が、使用する際に規則的に断片化されて複数の領域に分割されうる下層7aと、下層7aの直上に配設されて下層7aの分割された隙間に浸入して目詰めできる上層7bとを具備する上刃3等の切削工具である。
(もっと読む)
銅条のスリッティング装置及びスリッティング方法
【課題】銅帯板のスリッティングに起因する銅条の表面キズの発生を少なくし、かつ銅条のエッジ部の角度(破断面側のだれ)が小さい形状で切断でき、かつエッジ部に発生する局部的な突起である横バリの発生が少ない銅条を製造できる、かえり無しスリッティング方法及び装置を提供する。
【解決手段】本発明に係るスリッティング装置は、銅帯板を送り出す巻出回転装置と、銅帯板の上下を完全に分離しない程度にせん断加工を施す複数の上円盤カッタ及び下円盤カッタと、ロールにより押圧して完全に分離切断する押圧ロールと、銅帯板を巻き取る巻取回転装置とを備え、銅帯板を長手方向に切断する切断装置において、上円盤カッタ及び下円盤カッタの刃先と銅帯板との角度を10°以下(0°は除く。)とすることを特徴とするスリッティング装置である。
(もっと読む)
切断装置
【課題】シート状の金属材を切断する切断装置において、切断時における金属粉の発生、および、飛散を抑制するとともに、切断後の金属材に付着した金属粉を除去する。
【解決手段】切断装置100は、上側回転カッター12と下側回転カッター14とを有する切断部10と、上側回転カッター12の刃面に接触するように設けられた潤滑剤塗布用の第1スクレーパ12s1と、上側回転カッター12の刃面に接触するように設けられた金属粉集塵用の12s2と、切断部10の下流側に設けられ、電極材Esの切断時に発生し、飛散する金属粉、および、切断後の電極材Es1,Es2に付着した金属粉を吸引する吸引部20と、を備える。
(もっと読む)
ガングスリッタ装置
【課題】金属条帯を所定の幅に正確に裁断してスリット条を弛みなく巻き取るとともにスリット条の品質低下を回避するガングスリッタ装置を提供すること。
【解決手段】金属条帯MBを払い出すアンコイラ110と、所定の幅のスリット条SBを形成するスリッタ120と、スリット条SBを巻き取るリコイラ130と、コイル部材Cの回転動作を規制するブレーキ機構140と、金属条帯MBおよびスリット条SBに作用する張力を増大させて金属条帯MBおよびスリッタ条SBの搬送方向を水平方向に近づけるようにブレーキ機構140を制御する制御ユニット150と、金属条帯MBを押圧する一対の取り込み用ローラ160aと、スリット条SBを押圧する一対の送り出し用ローラ160bとを備えたガングスリッタ装置100。
(もっと読む)
異形条の幅裁断方法および裁断装置
【課題】異形断面形状の異形条材料を所定の幅で裁断する際に、その異形条材料が蛇行して送られても、これをガイドしつつ精密に裁断できる異形条の幅裁断方法および裁断装置を提供する。
【解決手段】異形条を所定の幅寸法に裁断する裁断方法において、異形条材料12の両側を裁断する上下丸刃3R、3Lを丸刃カセット1に組み込むと共に、その両丸刃カセット1R、1Lの上下丸刃3R、3Lを裁断する異形条13の幅に合わせ、その両丸刃カセット1R、1L間に、異形条材料12の段差部をガイドするガイド部材15を設け、異形条材料12を、その両丸刃カセット1R、1Lに送り込んで裁断すると共に、異形条材料12の幅方向のズレに応じて両丸刃カセット1R、1Lを幅方向に移動して裁断するものである。
(もっと読む)
1 - 10 / 63
[ Back to top ]