
国際特許分類[B23K9/073]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332) | アーク安定のためのもの (252)
国際特許分類[B23K9/073]に分類される特許
1 - 10 / 252
アーク溶接制御方法およびアーク溶接装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
アーク加工用電源装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
溶接システム及び制御装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
電源装置及びアーク加工用電源装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
電源装置及びアーク加工用電源装置
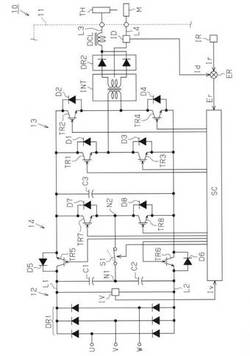
【課題】異なる電圧値の入力電源に対応可能で、そのいずれの低出力時においても出力安定化を図ることができるアーク加工用電源装置を提供する。
【解決手段】電源装置11は、切替スイッチS1の切り替えに基づく補助スイッチング回路14の動作の切り替えにて200V系及び400V系の入力電源のいずれも対応可能である。そして、出力要求が大の時には、インバータ回路13及びこれに連動する補助スイッチング回路14のスイッチング素子TR1〜TR8に出力する制御パルス信号のオンパルス幅の調整を行うPWM制御が行われ、出力要求が小になると、インバータ回路13の同組内のスイッチング素子TR1〜TR4に出力する対の制御パルス信号の位相差を調整するPSM制御に切り替わる。
(もっと読む)
電源装置及びアーク加工用電源装置

【課題】低出力時の出力安定化を図ることができるアーク加工用電源装置を提供する。
【解決手段】出力要求が大の時には、インバータ回路のスイッチング素子TR1,TR2及びこれに連動する補助スイッチング回路のスイッチング素子TR3,TR4に出力する各制御パルス信号のオンパルス幅Wm,Wsの調整を行うPWM制御が行われ、出力要求が小の時には、インバータ回路と補助スイッチング回路との間で対となる各制御パルス信号の相互の位相差αを調整するPSM制御に切り替える。
(もっと読む)
消耗電極アーク溶接のくびれ検出制御方法
【課題】溶滴のくびれを検出して溶接電流を急減させるくびれ検出制御方法において、くびれ検出からアーク再発生までの時間が長いときに溶接状態が不安定になることを抑制する。
【解決手段】溶滴のくびれを検出すると、溶接電流Iwを低レベル電流値Ilまで減少させる。くびれ検出時点からの経過時間がアークが再発生する前に基準時間に達したときは、溶接電流Iwを高レベル電流値Ihまで増加させる。アークが再発生すると、溶接電流Iwを初期アーク電流値Iaiに変化させる。そして、この初期アーク電流値Iaiは、補償期間Th中の溶接ワイヤへの入熱量と相関する値に応じて変化させる。これにより、アーク再発生後のアーク長を適正化することができるので、溶接状態を安定化することができる。
(もっと読む)
消耗電極アーク溶接のくびれ検出時電流制御方法
【課題】 溶滴のくびれを検出して溶接電流を制御するアーク溶接において、溶接速度が変化しても良好な溶接品質を得ること。
【解決手段】短絡状態からアークが再発生する前兆現象である溶滴のくびれを検出し、このくびれを検出すると短絡負荷に通電する溶接電流を減少させ、アークが再発生した時点から遅延期間Tdrが経過した時点で溶接電流を増加させてアーク負荷に通電する消耗電極アーク溶接のくびれ検出時電流制御方法において、溶接速度Wsが基準速度Wt未満のときは遅延期間Tdrを溶接速度Wsの値によらず一定Tdiとし、溶接速度Wsが基準速度Wt以上のときは遅延期間Tdrを溶接速度Wsの値に応じて変化させる。これにより、溶接速度Wsに応じて遅延期間Tdrが最適化されるので、溶接速度Wsが変化しても良好な溶接品質を得ることができる。
(もっと読む)
短絡アーク溶接プロセスの間に溶接入熱を増加する方法及びシステム
【課題】アーク溶接プロセスの間に溶接入熱を増加するための方法及びシステム。
【解決手段】前進する溶接電191と金属ワークピース199との間に、電気アークパルスを発生させるように電気溶接波形100を生成する電気アーク溶接システムを使用し、電気溶接波形のサイクルは、上昇するピンチ電流レベル121を供給するピンチ電流段階120、ピーク電流レベル130を供給するピーク電流段階、低下する導出電流レベル141を供給する導出電流段階140、及びバックグラウンド電流段階111を供給するバックグラウンド電流レベル110を含むそのサイクルの少なくとも1つの加熱電流段階150が生成され、加熱電流レベル151をバックグラウンド電流段階の間に供給し、その加熱電流レベルは、バックグラウンド電流レベルの上にある。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】安定した溶接を行うことができるアーク溶接方法およびアーク溶接システムを提供すること
【解決手段】速度V2(t)が正の値である前進送給期間と、速度V2(t)が負の値である後退送給期間とからなる単位期間を繰り返す定常溶接工程を備え、定常溶接工程は、速度V2(t)を一周期が上記単位期間である周期関数として、消耗電極を送給する工程を含み、消耗電極を送給する工程は、ワイヤ送給装置によって、消耗電極を溶接トーチに向かって送り出す工程と、送給経路長変化装置によって、消耗電極のうち、消耗電極の軸線方向におけるワイヤ送給装置から上記溶接トーチに至る長さを周期的に変化させる工程と、溶接終了信号Wsが生成された後の時刻t6の後に、送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が送給経路長変化装置に送る工程と、時刻t6からアンチスティック電圧Vwaの印加を開始する工程と、を備える。
(もっと読む)
1 - 10 / 252
[ Back to top ]