
国際特許分類[B23Q35/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | パターンまたはマスターモデルから直接倣うための方式または装置;手動倣い操作のための装置 (36)
国際特許分類[B23Q35/00]の下位に属する分類
パターンからの個別の点の倣い,例.孔あけ箇所の位置決めのためのもの
パターン,モデル,または図面の外形に沿って移動するフィーラーまたは類似物の使用;上記のためのフィーラー,パターンまたはモデル (24)
パターン,モデルまたは図面の外形の両側をあちこちに移動するフィーラーまたは類似物の使用
国際特許分類[B23Q35/00]に分類される特許
1 - 10 / 12
加工ロボットの軌道追従装置と方法
【課題】従来の倣い制御または力制御による加工速度を超える高速で、ロボットアームの弾性変形や加工工具の減耗の影響なしに、高精度の倣い加工をすることができる加工ロボットの軌道追従装置と方法を提供する
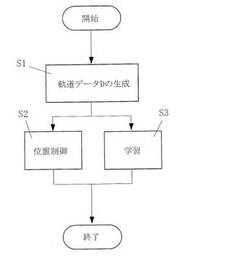
【解決手段】(A)ワーク1のCADモデルから軌道データDを生成して記憶装置24に記憶し、(B)軌道データDを目標軌道として加工工具3を位置制御するとともに動作中の加工反力を計測しておき、(C)加工後に、計測した加工反力の計測値から目標押付力で動作するように目標軌道を修正する学習を実施し、この加工と学習を繰返す。
(もっと読む)
加工ロボットとその加工制御方法

【課題】 工具をワークに押付けながら加工する場合において、工具の切れ味が変化してもワークの加工寸法への影響が小さく、かつ工具の交換頻度を下げることができる加工ロボットとその加工制御方法を提供する。
【解決手段】 外力を計測する力センサ15と、工具12と、工具を3次元空間内で移動可能なロボットアーム16と、加工データを記憶しロボットアームを制御するロボット制御装置20とを備える。ワークの加工開始時(B)に、工具12の送りを停止して、所定の押付け力及び工具の動作速度で工具12をワーク1に押付け、工具12がワーク1に所定の深さまで切り込むまでの加工速度を計測する。次いで、ワークの加工時(C)に、前記加工速度から工具の送り速度、押付け力、又は工具の動作速度を補正してワーク1を加工する。また、工具が劣化し、加工速度が予め設定した限界加工速度に達したら、加工後に工具を交換する。
(もっと読む)
加工装置
【課題】 例えば、内周面に断続的な環状の溝部が形成されているワークに対して、断続的な環状の溝部のバリ取り加工等を面倒な座標入力作業や複雑な制御プログラムを実行することなく、正確に効率良く低コストで実行することができる加工装置を提供すること。
【解決手段】 周方向に断続的に設けられた溝部を備え回転せられるワークに対して進退自在に押圧されワークの溝部に対してバリ取り加工等の仕上げ加工を施す加工工具と、加工工具を挟んで両側に配置され加工工具と共にワークに対して進退自在に押圧されワークの溝部の内径形状を倣うことにより加工工具による加工量を一定量に規制する倣い部材と、加工工具と倣い部材をワークに対して進退自在に押圧する押圧手段と、加工工具と倣い部材の溝部に対する軸方向作用高さを可変可能な状態で弾性支持する弾性支持手段と、を具備したもの
(もっと読む)
加工装置
【課題】 3次元的に形状が変化するワークに対して、面倒な座標入力作業や複雑な制御プログラムを実行することなく、正確に効率良く低コストで面取り加工等を実行する。
【解決手段】 本発明の加工装置は、基台と、基台に設けられ、ワークを保持して回転させるワーク保持・回転手段と、基台に設けられ、ワークに向けて加工ヘッドを往復移動させる移動手段と、ワークの上縁部又は下縁部に加工工具を作用させて加工を実行する加工手段と、上記と反対側のワークの下縁部又は上縁部に倣い部材を当接させてワークの輪郭形状を倣う倣い手段と、加工ヘッドをワークに向けて押圧する押圧手段と、を具備し、加工工具の加工作用部と倣い部材の倣い作用部を所定の間隔を空けて上下に対向配置し、加工作用部の傾斜角度を倣い作用部の傾斜角度と大きさが同じで方向が逆方向になるように設定している。
(もっと読む)
ワーク加工装置とその制御方法
【課題】鋳鉄等の硬い材質のワークを加工する場合に、衝撃的な加工反力が発生しても加工精度を維持しかつ工具の破損等を防止することができるワーク加工装置とその制御方法を提供する。
【解決手段】3次元的に移動可能なロボットハンド4に取り付けられ、これに作用する外力を検出する力センサ12と、力センサに取り付けられワーク1の外面を倣う倣い部材15を有する倣い治具14と、倣い治具に取り付けられワークを加工する加工工具16と、倣い治具のワーク外面に対する倣い治具押付力Fallを予想される加工反力Rの最大値よりも大きい値に力制御する加工制御装置20とを備える。倣い部材14でワーク1の外面を倣いながら倣い治具14をワークの外面に沿って移動し、加工工具16によりワーク1を加工する。
(もっと読む)
倣い装置
【課題】 ワークの形状に対して、適応度の高い倣い装置を提供するにある。
【解決手段】 ワーク100に接するシュー1と、シュー1がワーク100に接する面上の点を旋回中心として、シュー1を円弧状に旋回させる円弧スライドガイド5Aと、円弧スライドガイド5Aと同じ旋回中心で、円弧スライドガイド5Aと直交する方向にシュー1を円弧状に旋回させる円弧スライドガイド5Bとを備えた倣い装置。
(もっと読む)
倣い装置
【課題】 干渉物を有する複雑な形状のワークを倣うことに適した倣い装置を提供することにある。
【解決手段】 ワーク100を倣う倣い装置10であって、ワーク100に接するシュー1と、シュー1を垂直方向に可動させるエアシリンダ20と、進行方向Xに直交する方向Yに位置する側面からワーク100を把持するクランプ機構3と、方向Yにクランプ機構3をスライドする横方向の直動スライドガイド8とを備えた倣い装置。
(もっと読む)
形鋼の加工方法および装置
【課題】圧延または溶接により製造された形鋼に、高能率かつ高精度で切断や切削等の加工を施して、寸法精度に優れた形鋼を得る。
【解決手段】フランジ2b幅方向の位置決め機構5を備えた加工具7と、ウエブ2aを両側面から挟み込むようにウエブ2aの両側に対向配置された一対の倣い治具4と、これら加工具7と倣い治具4を搭載して形鋼2の長さ方向に移動させる移動台車3とからなる形鋼の加工装置1用い、フランジ2b幅方向の位置決めを行った加工具7を、位置決め状態を維持しながら、前記倣いに伴って形鋼2の長さ方向に移動させてフランジ2b部の加工を行う。
【効果】大掛かりな装置を用いることなく、形鋼のフランジ幅のサイズダウンを、寸法測定や装置の調整にほとんど時間をかけずに高精度に実施することができる。
(もっと読む)
切断工具
【課題】ワークに対する切断加工を簡便かつ適切に行うことができる切断工具を提供すること。
【解決手段】切断工具1は、刃部12を超音波振動させることにより、ワーク3に対して刃部12を用いた切断加工を行う切断工具本体2と、この切断工具本体2における刃部12の近傍に配設され、切断加工の際にワーク3に接触することによってワーク3の切断深さを規制する倣いガイド部材23とを備えている。
(もっと読む)
面状発光体の精密加工とその製造方法
【課題】 輝度が高く、照度ムラが無く均一に中心部まで導く面状発光体を容易に量産可能にする精密加工装置を提供する。
【解決手段】車状又はローラ状の面状発光体部材16の表面粗さ検知器15と切削バイト14を同一の収納体で構成したユニット13を構成する。バイト収納ユニット11と13の間にバネ材12を設けてクッションにする。15の車状の表面検知器は導光板部材16表面の凹凸によって上下する。バイト14は同一のユニット13に収納してあるから、導光板表面の粗さに応じて正確に上下する。12のバネ材はクッションになってV字溝の深さを精度よく均一に保って彫れるから高品質に面状発光体を製造できる。
(もっと読む)
1 - 10 / 12
[ Back to top ]